Factors to Consider When Selecting an Ironworker
As versatile as the ironworker is, it is still possible to purchase the wrong machine – or at least not the best one – for your application. Here are some reasons why careful examination of these factors will prevent that from happening.
Posted: May 15, 2012




An ironworker can be an important and versatile machine in a metal fabrication shop. Ironworking is quite often the first step in the manufacturing process, and one ironworker can typically provide enough fabricated material to keep up to seven welders or assemblers busy.
Since its invention in the late 1800s, the ironworker’s main strength has been its ability to perform a variety of operations. For example, it can punch a range of materials with punches of various sizes and shapes; it can shear rod, flat bar, angle and channel; it can notch angle iron, pipe, channel and flat bar. That’s not all. Many ironworkers are available with special tooling to bend, stamp and form, too. But as versatile as the ironworker is, however, it is possible to purchase the wrong machine – or at least not the best machine – for your specific application. When investing in an ironworker, you must examine several important factors to insure that you purchase the correct equipment: its capacity, versatility, safety features, and quality.
DETERMINING CAPACITY
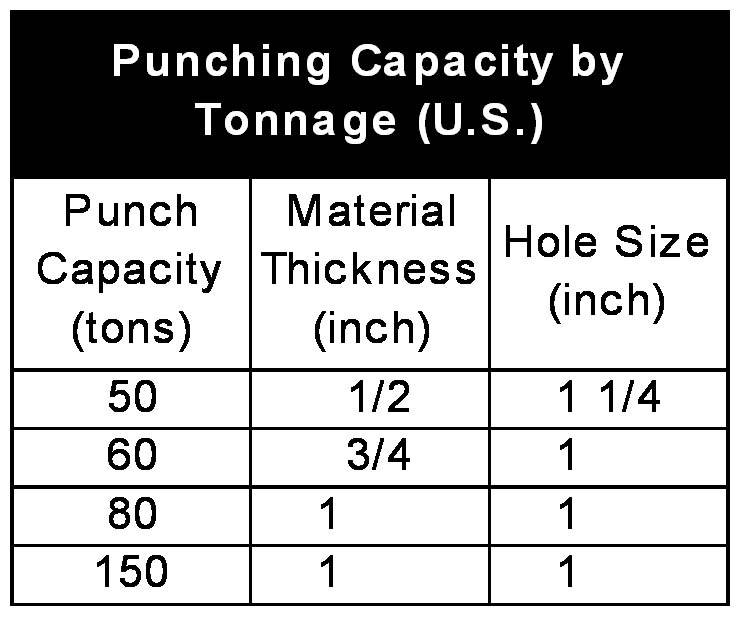
The material thickness you process will indicate what size of ironworker you require. An ironworker punches material ranging from light gauge sheet metal to plate as thick as 1¼ in. Ironworkers are typically rated by tonnage at the punch station. A 50 ton ironworker should punch a 1¼ in hole in ½ in material; a 60 ton machine should punch a one inch hole in ¾ in material; an 80 ton machine should punch a one inch hole in one inch material; and a 150 ton machine should punch a one inch hole in one inch material (see Figure 1).
The first step, then, is to determine the maximum material thickness so you can establish the tonnage range needed for your punching application. Examine the steel rack and the products that you are fabricating. Determine the maximum hole diameter to be punched, the maximum thickness of the material to be punched, and the maximum thickness and width of the channel, angle, and rod to be sheared or bent.
http://youtu.be/_-mN7nkMlzs
The material or part width plays a part in your equipment selection. The throat depth of an ironworker punch station should be greater than half of the part or material width. Material length, however, really is not an issue since an ironworker can process almost any material or part length. Because many different types of steel and ranges of hardness in mild steel exist, it is advisable to get a machine that is at least 20 percent larger than you think your everyday use requires. This cushion will help you avoid getting a machine that is too small. Most machines are rated for material with tensile strengths between 60,000 lb and 65,000 lb.
Many mild steels have tensile strengths between 50,000 lb and 70,000 lb or higher, and your machine may not have the power to punch the material at the higher end of the hardness values. When punching hard steel (such as stainless steel) it is better to increase the estimated tonnage by 50 percent, depending on the grade of steel.
Subscribe to learn the latest in manufacturing.

Industry News






