Solid Wire vs. Metal Core Wire, Revisited
In terms of welding costs, the choice between solid wire and metal core wire is not a simple one. Here’s why it all boils down to perspective.
Posted: December 3, 2012



In my FM column Estimating Total Welding Costs (Welding Tips, March 2011), the components of the total costs involved with the process of welding were outlined. It was shown that a 10 percent decrease in the labor costs of welding results in a greater cost reduction than a 10 percent decrease in consumable costs – even in automatic processes such as submerged arc welding.
Also shown was the time required to deposit one pound of weld metal for all of the various manual and semi-automatic welding processes. It is easy to see that if a welding process enabled the welder to deposit one pound of weld metal in less time, then that operation could potentially become more profitable. Now I will drill down and make a more detailed comparison between two of those processes – .045 in GMAW and .045 in MCAW – to see when it is advantageous to select one over the other.
In the calculations used for our example last month, we either used the highest recommended output current for the electrode, or we used the maximum possible output from our 450 amp “conventional” DC power source to determine deposition rates. For both .045 in solid MIG wire and .045 in metal core wire, this happened to be the highest recommended output current for the electrode.
For both processes, this limit was in the neighborhood of 350 to 360 amps. This resulted in a striking difference in the time required to deposit one pound of weld metal – 4.4 minutes for .045 in metal core wire, versus 6.9 minutes for .045 in solid wire using constant voltage output (no pulsing). Based on this example and the available equipment, one may correctly conclude that .045 in metal core wire can provide a higher deposition rate than .045 in solid wire. So, if all that is available is a 350 amp power source, then the process that will provide the highest throughput is .045 in MCAW.
In this exercise we will drop this self-imposed restriction of only being able to use a 450 amp conventional DC power source. In fact, in order to achieve the maximum performance from a .045 in diameter MIG wire, we will employ a 450 amp pulsed-MIG capable power source. By reducing the average output current used for the MIG welding process, we will now be able to extend the useable range of the electrode further than what is possible with constant voltage MIG. By doing so we can increase the wire feed speed of .045 in solid wire to 800 ipm wire feed speed – which translates to a total “arc-on” time of 3.5 minutes to make a weld.
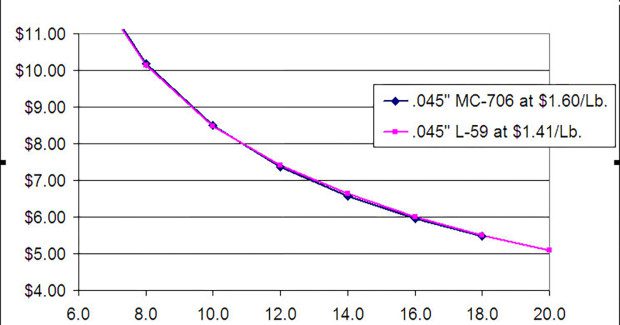
The labor and overhead costs for depositing a pound of weld metal (at a 60 percent operating factor) have now been reduced from $7.02 to $3.94 – a savings of over 43 percent. Compare this to the $4.91 in labor and overhead costs (at the limit of 700 ipm wire feed speed) required to deposit a pound of weld metal with .045 in metal core.
To be fair, at these tremendously high deposition rates (for .045 in metal core wire this will be about 17.5 lb per hour at a wire feed speed of 700 ipm, and for .045 in solid wire about it will be about 21 lb per hour at 800 ipm) it will be very difficult for a welder to deposit a sound weld.
Subscribe to learn the latest in manufacturing.

Industry News






