Why Shops Lean on Turret Punch Presses
Before investing in that next machine, take a moment to review some of these lean manufacturing aspects of the latest turret press technology to make sure you are getting the best value and strongest competitive advantage for your money.
Posted: September 24, 2013





Most sheet metal manufacturers are constantly looking for ways to be more efficient and productive. In their search for that edge that comes in fabricating parts with a minimum of labor, the latest generation of punching machines use some ground-breaking technology that will, in the right applications, enable shops to do a lot more value-added functions while reducing the number of steps it takes to produce a part.
FORMING AND BENDING CAPABILITIES
There are several major advances to consider, so let’s open our review with a big one: a high number of secondary bending operations can be eliminated altogether by the exceptional forming and bending capabilities of new punching machines.
Think about a bending height of 3.0 in (75 mm) in a variety of angles and even on parts which are nested in other locations than 0 deg to 45 deg and 90 deg, where forming and bending capabilities turn your turret punch into a multifunctional part processing machine. What makes this so unique is the ability to form up and/or bend sheet metal 3 in inside the work envelope. With most conventional turret punch presses, you have a maximum height of between 3/8 in to a ½ in maximum. This height increase and functional capability enables shops to possibly eliminate a bending operation downstream by punching and then bending or forming the part, then dropping the finished component down the parts chute.
Series Q5 CNC punching machines from Haco can convert your workshop into one with the highest productivity and flexibility that can be achieved with a CNC sheet metal machine.
TOOL ROTATION
The tool rotation concept allows the rotating (auto-indexing) of all tools at a speed of 250 rpm by maintenance-free and backlash-free torque motors, which substantially increases the use and flexibility of the tooling. That’s not all, because auto-indexing significantly reduces your upfront investment in purchasing a new machine tool: you no longer have to buy individual auto index stations nor be limited to the number of tools which are indexable.
PUNCHING HEAD AND Z-AXIS
An AC servo motor controls the hydraulics for tonnage, speed and stroke of the punching head in new machines, providing a maximum capacity of 1200 hits per minute. Of course, the actual number of hits per minute in a specific punching operation depends on the sheet thickness, sheet dimensions, table speed, punch stroke, distance between holes, etc.
All data for the setting of the hydraulic head is retained in the tool library for each tool. When loading a specific tool, the CNC control knows exactly how to set the punching head parameters for optimum punching at all times. On certain machines, for example, the maximum possible stroke is 37 mm.
These programmable punching stroke and punching speed capabilities provide many competitive advantages:
1) When making a tool change, the punching head is always set at the exact tool change height.
2) When punching, the punch is always set at the optimum height just above the sheet surface in order to achieve the minimum loss of travel and thus maximize the potential punching/nibbling rate.
3) For forming operations such as embossing, levering, bending, rolling, etc., a fully programmable depth/height of the form is guaranteed, along with the optimum punching speed. When travelling over previously punched deformations, a sufficient clearance between the punch and the sheet can be easily set easily or done automatically to avoid sheet crash or tool damage.
4) Full interpolation between Z-axis punch and C-axes indexation allows ridged tapping that eliminates the need of an expensive floating tapping holder.
5) Energy is saved through recuperation of deceleration energy from all axes to increase the green footprint of the machine.
In general, the special design of the hybrid servo-hydraulic punching head allows improved quality of the punched sheet at the maximum possible speed, as well as the life-time of the tools. After regrinding the punch, the punch head intuitively compensates for the loss of tool height without the need to shim. The CNC control automatically reads the tool height from the tool library (because the tool height varies after regrinding) and resets the punching head accordingly. The punch tonnage is automatically reset as a ‘low’ or a ‘high’ tonnage, as set per tool in the tool library for additional energy saving.
No doubt, the high quality and high accuracy of the hybrid servo-hydraulic punching head contributes to the general improvement in the quality level of the complete machine. The end result is high precision, tight tolerance parts fabricated to spec with no additional steps, all of which improves shop productivity and job throughput toward delivery.
AUTOMATION OPTIONS
Consider the growing world of automation options, an area in punching machine tool technology that is being embraced at all levels. For example, shops understand that if they integrate a load/unload system with a punching machine, they just about double their productivity. For this reason, more shops of all sizes are assessing how certain levels of automation can increase their productivity without increasing head count.
Shops also have the option of integrating pick-and-place or pick-and-stack robotics, depending on what applications are being fabricated. An investment in automation is all about having the right tool for the job.
PROGRAMMING SOFTWARE
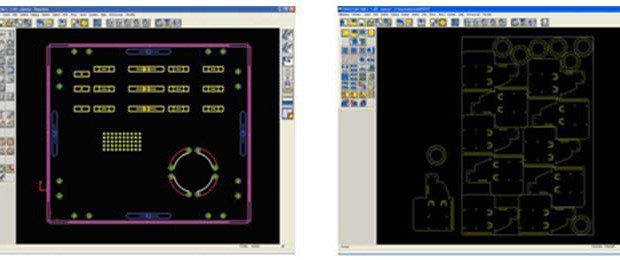
A shop can have the greatest machine tools on the earth, but if creating their CAD/CAM program routines is too complex, that shop will find that many of the innovations discussed here go unused. Today CAD/CAM punching software is available to prepare the entire punching production lineup and generate the CNC programs for the CNC punching machines.
When researching this aspect of your next punching machine tool, be sure that these capabilities exist:
• Windows software
• User friendly 2D CAD functions
• Importing of 2D files : dxf, me10, hpgl, dwg
• Graphical tool library for normal and special tools
• Manual and automatic tool assignment
• Rectangular and true shape nesting
• Manual, automatic and combined nesting
• Common cuts, micro-joints
• Manual and automatic repositioning
• Graphical simulation of the punch process
• Fully integrated in the HacoSoft CAD-CAM System
• Tele-Service via internet
• Programmable tool functions
• Programmable part chute
• Nest report with price calculation
• Tool linking (punch, form, tapping)
• Manual and automatic punch order
• Can be integrated into workcell package software for plasma cutting machines, press brakes, etc.
At the end of the day, this captial investment is all about productivity. Going forward, productivity is going to be a key ingredient in the consideration of any machine tool for competing in today’s hyper-competitive market and planning for profitability in the future.
Subscribe to learn the latest in manufacturing.

Industry News







