Protecting Weld Underbead from Oxidation in Tube and Pipe Welding
This examination of the various purging techniques that are available to provide bead protection revisits the profound influence of the application, the pipe diameter and the wall thickness on selection of the proper purging procedure.
Posted: December 18, 2013




High quality welds in pipes and tubes can only be assured if the weld underbead is protected from oxidation. The various techniques available through which protection can be given is referred to as purging.
THE PRE-PURGE PROCESS
A pre-purge is used to displace air present in the pipework system or dam volume. Numerous factors control the pre-purge time such as pipe diameter, purge volume and maximum permitted oxygen level.
A common misconception is that increasing the purge flow rate will reduce the purge time. This is inaccurate. Increase in flow rate increases turbulence and results in unwanted mixing of purge gas and air and can actually extend the purge time. As a general rule, the pre-purge flow rate and time should allow for about five volume changes in the pipe system or dam volume, but a typical gas flow rate will be in the region of 20 l/min.
Weld joints that require a root gap or which exhibit bad end matching, both of which characteristics provide an unwanted leak path for the purge gas, can be sealed on the outside by taping. (Reference “Weld Purging Best Practices: A Guide to Weld Purging“)
Oxygen and moisture levels in the purge gas should be checked using a “Weld Purge Monitor®” and / or appropriate equipment with checking taking place at the outlet point. Where dam inserts are being used, the outlet point needs to be extended with a flexible pipe to a convenient access position. If this is impractical, a system which has the purge inlet and outlet in the same dam unit should be used.
While 0.1 percent (1,000 ppm) residual oxygen is a suitable working level for materials such as stainless steels and duplex steels, the level needs to be lower in the biopharm, food, dairy and semiconductor sectors who are are now asking for 0.05 percent (500 ppm) or less.
THE WELD PURGE PROCESS
Once the quality of the gas in the dammed volume has reached the required level, gas flow can be reduced to about 5 l/min for the welding operation. On a more practical level, it should just be possible to feel the gas flow from the exit point. Excessive flow can cause the internal pressure in the pipe to rise and create concavity in the weld root geometry and in more extreme cases can cause complete ejection of the molten weld pool.
On joints which are not fully sealed to restrict leakage, a higher flow rate will be necessary to avoid contamination. Towards the end of the weld run however, as the joint becomes permanently sealed, the gas flow rate will need to be reduced to avoid over-pressurization.
WELD PURGE TECHNIQUES
There are six principle methods available for pipe purging:
- Screwed up paper or other foreign objects
- Open Pipe Operation
- Water Soluble Discs
- Expandable Mechanical Plugs
- Flexible Discs
- Inflatable Systems
SCREWED UP PAPER OR OTHER FOREIGN OBJECTS
Generally, the simple and low-cost solutions may well serve to offer limited protection, but they are far from being totally reliable. It’s hard to believe that some still consider the use of screwed-up newspaper or cardboard discs to block the pipe on each side of the joint as an effective, adequate seal to rely upon.
Even if they don’t burst into flames during the welding cycle, the problem of removal after completion of the joint is rarely considered. Furthermore, it is equally unbelievable that one could obtain and adequate purge level, or even hold one if achieved, to match today’s Quality Control Standards.
OPEN PIPE OPERATION
For small diameter tubes, say up to 10 mm, the use of continuous inert gas flow without seals is not uncommon. Air is replaced by incoming inert gas. However it overlooks the possibility of turbulence and thus entrapment of oxygen.
Continuous gas flow can also be costly, with the costs of inert gas having increased so much over recent years. Because it is desirable to block a short distance either side of the weld, to add greater control to the purge monitoring process and the ultimate profile of the weld, it is better to use professionally made systems where possible.
From 1 in upwards, there are now inflatable systems available under the PurgElite® brand.
http://youtu.be/RCDDGEd5W0I
Overview of the PurgElite® range of Inflatable Pipe Weld Purging Systems for 1 in diameter tube and pipe.
EXPANDABLE MECHANICAL PIPE PLUGS
Expandable mechanical pipe plugs can be very effective and cheap. These are widely used for pipe pressure testing and volume production means that cost is low. The sealing area is large and the time involved in preparation is relatively small.
Plugs are available covering diameters from 12 mm (1/2 in) up to 1200 mm (48 in) and while the smaller plugs are available with nylon bodies, aluminium and steel are used above 150 mm. The larger and therefore heavier versions may thus be difficult to insert and remove if the joint line is more than 500 mm from the access point.
SOLUBLE BARRIERS
Soluble barriers cut to pipe size and glued to the internal diameter provide some degree of protection and the discs can be removed by flushing with water after use. The bond to the pipe may be prone to leakage and dams have been known to blow out because of an enthusiastic operator increasing the gas flow.
In addition, the time and skill involved in preparation can be considerable. Water soluble film is generally preferable than paper. The soluble film adhesive is easier to apply all round the pipe interior and gives excellent adhesion. Paper contains a high proportion of water and this can vaporize during welding, putting the weld at risk from contamination.
The Argweld® ranges of soluble film purge products and expandable pipe plugs are British made and available off the shelf. Film Kits are suitable for low volume weld production where time is not of the essence and access to joints is readily available. Paper and engineering plastic versions are available but paper versions may not be suitable for site work because of their fragility.
http://youtu.be/RhEmI7bR-sc
Demonstrations of the Argweld® range of Inflatable Pipe Weld Purging Systems.
Time, dexterity and patience are required during application and the film dams can only be inserted as far away from the pipe access as an engineer can reach.
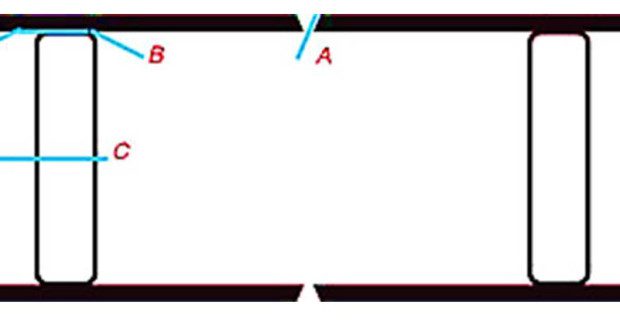
FLEXIBLE ‘FLOPPY’ DISCS
Flexible ‘floppy’ discs connected by a flexible tube are available. They can be deployed quickly and removal after welding is easy since the assembly can be withdrawn past the weld. Reliability is suspect, however, because disc to pipe sealing depends upon a very small contact area. Some have a semi-rigid connecting tube and this may be unsuitable where the system needs to be used either side of a sharp pipe bend. The working range of these systems is also very low.
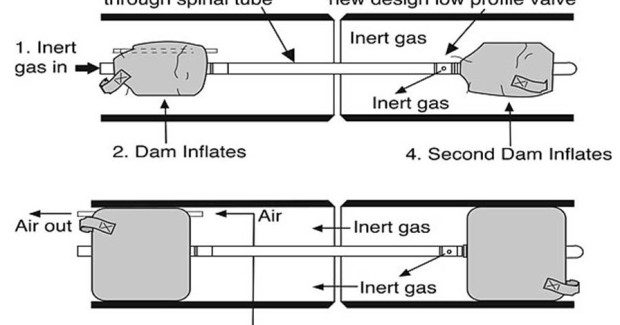
Inflatable seals represent the only totally reliable purging systems. Contemporary equipment has been designed to provide fully integrated control of purge pressure. Inert gas use is minimal and they are compatible with site use where multiple welds of the same diameter need to be made quickly and efficiently.
Recent innovative work by designers has led to the introduction of several further advances in equipment production. These are:
- PurgeGate™ has been added to all QuickPurge® systems. This patented device prevents inflatable purging systems from being over-pressurised even when operators try to increase pressure to increase the flow of weld purge gas.
- RootGlo® illuminating tape is now fixed around 360 deg of the centerline of the QuickPurge® system.
Inside the dark pipe, the centering band glows brightly to give welders the opportunity to see all aspects of the purge device alignment and the quality of the weld root as it is being welded. The tape continues to glow for 12 hours before it needs to be returned to daylight for recharging.
- IntaCal® is a ready calibrated gas release system to inflated the dams safely and to purge the interspace between them. IntaCal® removes the need for expensive and complicated valve systems that need presetting before each weld. This time-consuming process is now eliminated as is the previous problem of incorrectly setting valves which frequently led to bursting dams.
- Weld Purge Monitors® the exhaust gases are fed directly from the matching 6 mm red hose to the Weld Purge Monitor® 6 mm red hose. Using the leaktight 6 mm quick fit connection eliminates the leak paths caused by other systems that need to adapt their large size exhaust hoses to the small size of the Weld Purge Monitor® hose. Weld Purge Monitors® can be set to alert the user automatically when the required oxygen level has been reached.
PROCESS COSTS
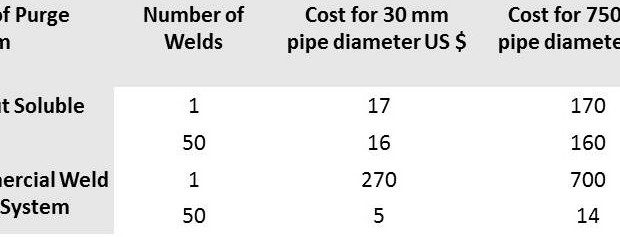
Providing precise data on cost comparisons between the different purging techniques is difficult not least because the pipe diameter and wall thickness have a profound influence on the cost. Furthermore, it is impractical to use some types of water soluble dams in sealed pipes or in pipes and tubes with diameters much below 100 mm.
An illustration of costs can be provided by examining the differences between soluble film (claimed to be cheap) and engineered inflatable systems can be seen in Table 1. It is clear from the table that, where several welds have to be made on similar pipe diameters, there can be genuine cost savings when using inflatable pipe purging systems as the sealing medium.
Add this to the technical advantages of reliable sealing and ease of use and the inflatable purge system concept can be seen to offer significant attractions. Argweld® manufacturers complement their range with fully integrated inflatable pipe purge systems designed to meet the requirements of on-site reliability and these have become the global standard favoured by all manufacturing industry.
Both QuickPurge® and PurgElite® applications exploit the latest engineering developments in abrasion resistant fabrics and low profile gas control valves. They are compatible with standards laid down by the nuclear industry.
HotPurge™ Inflatable Pipe Purge Systems are also available for use with Chrome Steel Pipe welding. HotPurge™ uses materials that are capable of resisting temperatures up to 700ºC for 24 hours, so they can be left in place throughout the whole pre-heat, weld and post heat treat cycles.
Huntingdon Fusion Techniques, Stukeley Meadow, Burry Port, Carms SA16 0BU, United Kingdom, +44 (0) 1 554 836 836, Fax: +44 (0) 1 554 836 837, hft@huntingdonfusion.com, huntingdonfusion.com.
Subscribe to learn the latest in manufacturing.

Industry News






