Your CNC: OEE On Steriods
Your CNC has a learning curve, and you might be surprised by all it can know and tell you now, to help you run a more efficient shop floor or production department.
Posted: May 29, 2014




The maintenance and overall process evaluation personnel are my target audience this month, as I want to tell you a little story. Shop owners and production department managers alike have long awaited the day when the machines on the floor could be evaluated, along with the shift personnel, in a statistically valid method, with a concentration only on performance. No bias, no extenuating circumstances and no excuses. They realized that, to keep the company competitive, this type of evaluation was not only desirable, it was essential.
Maybe they took seminars, webinars and workshops. They talked to others in the industry and they looked high and low, trying to find the answer to this ongoing challenge.
That answer is now attached to the machine tools on your shop floor.
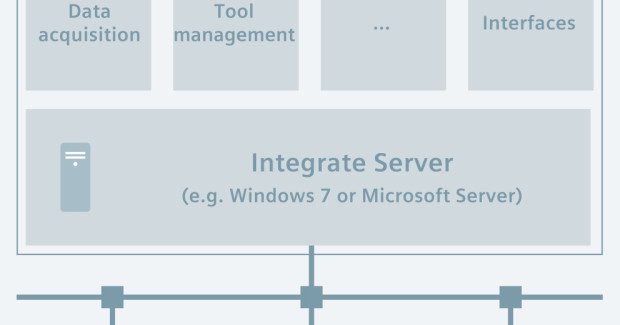
Not only can the CNC perform self-diagnostics, owing to the sophistication of the encoders and other feedback devices, but it can translate that data and send it over a communication network — be it hard-wired in RS232 serial communication or wireless, to a central server or third-party connection for compilation and analysis.
A demonstration of how SINUMERIK Operate supports multichannel programming on a multitasking turning-milling machine with counter-spindle and B axis.
Starting with the basics of uptime, downtime, parts per shift, scrap and error message count, the CNC can also provide anticipatory information on component performance for preventive and predictive maintenance. It can tell you the cycle comparisons, machine-to-machine, operator-to-operator and shift-to-shift. Even power load and energy consumption data are available, in real-time and in easy-to-read log formats.
Another example is tooling, where the CNC can integrate with your factory ERP/MES data or your mold shop’s purchasing department to track wear and use life of a tool, compare it with existing inventory and kick out a message to replace or reorder, via control center computer prompt, phone call, text, email or other alert mode.
Best of all, the full content of this data mine is available on the HMI of the control — anytime it’s needed.
Where once this information was accessible only by the big guys with satellite servers, the CNC today can provide it to the job shop, in a way that allows the meaningful comparisons of machines and manpower alike. This is OEE (Overall Equipment Effectiveness) on steroids and packaged onboard the CNC of the machine. It is no longer an expensive add-on, but rather an economical option that resides in the control and is customizable to give you the exact data compilations you need.
Plus, since it not only looks back but also looks ahead, the CNC is now a viable troubleshooter as well as a predictive maintenance tool for you. Not your dad’s little black box anymore.
And if you might be thinking this is all smoke and mirrors, remember your competitor down the street is probably reading this, too. And the smallest improvement you make in the effectiveness and operating efficiencies of your shop or department might just be the difference between getting that next big job or not.
These tools are as close as the next CNC you pass by today.
See you at the show in Chicago. Be sure to look me up at IMTS Booth E-5010 . . . bring your questions and let me know what topics you’d like covered in future CNC Insider columns!
Subscribe to learn the latest in manufacturing.

Industry News






