Finishing Welds in Stainless Steels
Here are some tips and guidelines for selecting and using the best abrasives products to create the desired finish.
Posted: February 27, 2015



The use of stainless steel (SS) in North America continues to grow in popularity for industries such as appliance, food processing equipment, aerospace, medical and more. In some SS applications, weld grinding is required as one of the last steps for finishing. As the demand for stainless steel increases, welders and metal fabricators will be well served by reviewing some recommendations to obtain the proper finish.
Standard mill finishes are usually applied to flat rolled stainless steel directly by manufacturer. To finish a welded surface, the final finish can then be applied to achieve the desired aesthetic appearance. Popular final finishes include:
- # 3 – coarse abrasive finish applied mechanically
- # 4 – brushed finish
- # 5 – satin finish
- # 6 – matte finish (brushed but smoother than # 4)
- # 7 – reflective finish
- # 8 – mirror finish
Here are some tips and guidelines for selecting and using the best abrasives product to create the desired finish.
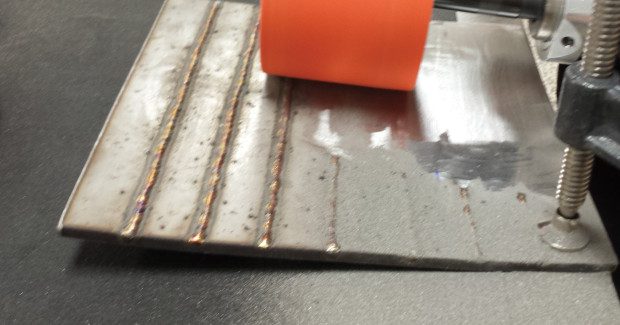
# 3 FINISH
This finish is typically completed for stock removal. A coated abrasive fiber disc or flap disc is recommended:
Fiber Discs
- Removes excess material from flat and contoured surfaces with a fast initial rate-of-cut.
- Recommend using a ceramic fiber disc in 50 grit at a 10 deg to 15 deg angle to remove the weld quickly and produce a workable surface finish.
- Use a “hard” back-up pad for longer life and aggressive stock removal when coarser grits like #24 or #36 are used. The hard ceramic grain provides a fast cut rate and long life. Using a disc with a grinding aid like this back-up pad reduces heat at the point-of-contact which is important for grinding stainless steel.
Flap Discs
- Removes heavy weld seams and excess materials while providing long abrasives life.
- Recommend using a ceramic flap disc in 40 grit.
- When speed and stock removal are preferred, T29 conical is the best choice for aggressive stock removal.
- When blending and smooth cuts are required, T27 flat is the best choice for finishing.
Advantages of flap discs over fiber discs include:
- Up to 20X longer life
- Fewer disc changes, reduced labor cost
- More consistent finish
- No back-up pad required
- Easier storage, no curling
- Reduced loading
Note: Whether using flap or fiber discs, performance abrasives products using ceramic grain work best using a powerful angle grinder above 1,200 W.
# 4 THROUGH # 8 FINISHES
These finishes are typically completed for blending and refining. A variety of non-woven discs are recommended, depending on the application:
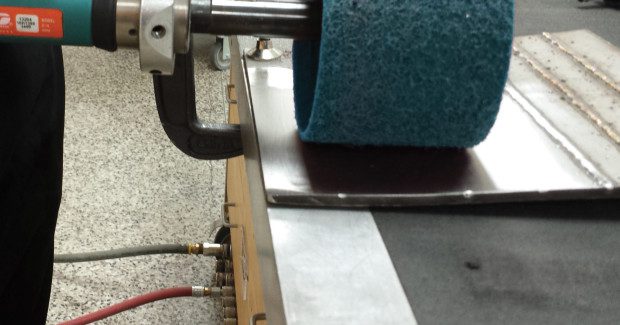
Unified Wheels
- Removes grind lines left on the surface by a fiber disc.
- Recommend using a premium unified wheel which is designed for light stock removal and is ideal for blending applications.
- The bright finish left by some wheels can be used to impart a final finish.
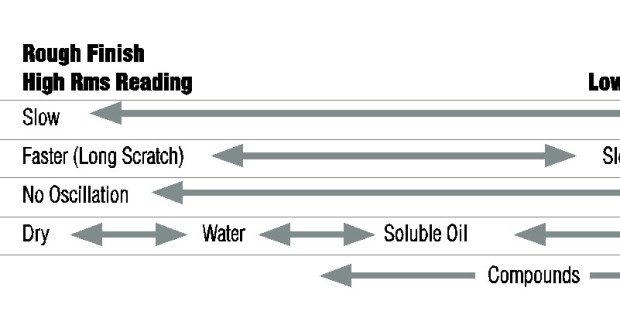
Selecting a Non-Woven Wheel:
Changes in any one of many factors can affect the surface finish on the workpiece. Chart 1 shows the effect on surface finish by changes in single factors of product specifications. Arrows have been used to signify the trend direction. The arrow length does not signify that the effect of each factor is equal.
Surface Blending Discs
- Surface blending discs are conformable to use and offer lower cut rates with finer finishing capabilities.
- Recommend using a premium disc like Norton Vortex Rapid Prep.
- Controlled use of the disc at a 10 deg to 15 deg angle prevents random scratch patterns.
- A coarse grade disc offers a blending capability that can be used in preparation for coatings (e.g., paint) or polishing.
- Use the finest grade of abrasive that gets the job done as finer grind lines are easier to remove.
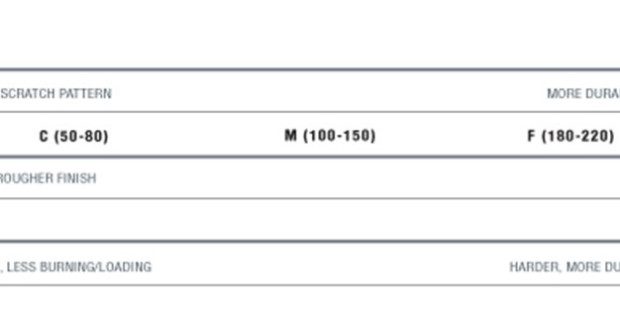
Selecting a Non-Woven Abrasive
Examine the factors shown in Chart 2 to determine the right disc.
Advantages of Non-Woven Abrasives vs. Fiber Discs include:
- Deburring, blending and finishing done with one product to reduce the number of steps.
- Provides a controlled, sustained finish.
- Prevents undercutting and gouging.
- Provides a cooler grinding action to minimize the chance of warping or discoloration.
- Less vibration and quieter.
- Proper selection and usage of coated abrasive and non-woven products help optimize the required finish on stainless steel surfaces.
COATED ABRASIVES DO’S AND DON’TS
Here are some safety rules and general tips to follow for best results:
- The tool must be started just off the workpiece and must be brought up to full operating speed before beginning grinding or sanding.
- Always ease the disc into the workpiece at a 5 deg to 10 deg angle to the workpiece surface.
- Look for and avoid any areas on the workpiece that the disc may be become caught or jammed.
- When grinding depressions, moldings, lips and heavy welds move the grinder away from the work area and not into it.
- A disc used for heavy stock removal shall not be allowed to rest flat upon the workpiece. If this action is allowed, the whole tool assembly may be thrown into a rough, jumpy mode.
- Jamming or snagging the edge of the disc on the sharp edge or jagged surface of a workpiece should be avoided. Instead, the disc should be worked down gradually into the jagged surface before allowing the edge of the disc to bite into it. Excessive punishment of the disc’s edge will break even the strongest coated abrasive disc.
- When grinding or sanding small movable workpieces, the workpieces must be secured to prevent them from moving when the coated abrasive makes contact.
- Grind or sand in well ventilated areas.
- Direct sparks away for your body and away from bystanders.
- Do not grind near flammable materials.
- Do not wear loose fitting clothing.
- Do not store or rest the grinder/sander on the disc and pad.
- Do not place grinder/sander down until the disc has stopped rotating.
- If the grinder/sander is dropped, replace back-up pad and disc before using.
- Avoid body or any other unintended contact with rotating disc or back-up pad.
- If chatter or vibration occurs during use, stop the tool at once. Determine cause of the problem and correct before continuing.
- When using a non-round shaped disc and back-up pad avoid tight corners and any place where the non-round disc can catch.
- If using an AVOS disc (with scooped holes), do not start the equipment with an object protruding through the scooped holes in the product.
- Do not stick objects in the scooped holes while mounting or in use.
- Follow all the safety rules set by your employer, governmental agency or others in authority.
Jim Darocha is a corporate applications engineer at Norton | Saint-Gobain, 750 E. Swedesford Road, Valley Forge, PA 19482, 610-341-7000, Fax: 610-341-7777, www.nortonabrasives.com.
Subscribe to learn the latest in manufacturing.

Industry News







