How Induction Heating Minimizes Hydrogen in the Welding Process
Low-hydrogen welding practices require attention to detail. Induction heating offers a consistent and reliable heating option that can save time and money by heating jobs in only minutes that would typically require hours to heat.
Posted: March 3, 2015



Hydrogen-induced cracking is an important issue in the welding industry. The presence of hydrogen in the weld can cause significant quality and productivity issues, including stress in the microstructure of the base and weld metal that leads to hydrogen-induced cracking.
Several factors must be present in order for hydrogen-induced cracking (also called cold cracking or hydrogen-assisted cracking) to occur. These include a crack-susceptible microstructure, the presence of residual stress and the presence of hydrogen. In general, the susceptibility to hydrogen-induced cracking increases as the strength of the base metal increases.
Hydrogen can enter the weld pool in various ways. Most often, hydrogen picked up during the welding process is present in the form of moisture, which can come from humidity in the atmosphere or from the base material in the form of mill scale, grease, oils, paint or other coatings. Welding filler metals can also be a source of hydrogen.
Hydrogen is very mobile when introduced into the liquid weld pool, especially at elevated temperatures, and much of it is able to diffuse out into the atmosphere. However, once the weld cools, it is more difficult for hydrogen to escape. Trapped hydrogen tends to collect in the grain boundaries and in the heat affected zone (HAZ). Over time, hydrogen collects in these areas and builds stress that — in some cases — is high enough to cause hydrogen-induced cracking.
Because hydrogen-induced cracking is a weld defect that can require costly repairs and rework — and possibly result in dangerous weld failures if it occurs in critical applications — it is important to take steps to control and minimize the presence of hydrogen in the welding process. This can be done by using low hydrogen filler metals, improving pre- and post-weld heating, and accurately maintaining interpass temperatures.
PROPER HEATING IS THE KEY
Using proper preheat and post-weld heat treatment are critical ways to minimize hydrogen-induced cracking. Preheating can remove residual moisture in the base material, which would otherwise be a source of hydrogen, and it helps slow down the cooling rate after the weld is completed, which allows more time for the hydrogen to diffuse out of the weld. Similarly, elevating the temperature of the weldments after welding can also help reduce residual hydrogen.
While oxy-fuel or propane torches are commonly used for pre-weld and interpass heating and resistance machines or ovens are commonly used for post-weld heat treatment, this equipment can pose some challenges. They are not ideal for ensuring uniform heating throughout the weld area, leading to areas that can heat and cool at uncontrolled or inconsistent rates. Torches can also pose issues regarding operator comfort and safety.
Another option for preheat, interpass and post-weld heat treatment is induction heating, which offers many benefits. Induction heating has no open flame; it saves the expense and storage hassle of using fuel gases and ensures more consistent temperatures.
THE BENEFITS OF INDUCTION
Preheating and stress relieving of parts can pose many challenges. Different applications require different heat inputs — from preheat to post-weld heat treatment — and parts can range in size and shape. Also, parts may be located in the shop or in the field. Induction helps address these challenges by offering flexibility to meet a wide range of heating requirements. In addition, induction heating methods also typically offer quick setup and a comfortable work environment.
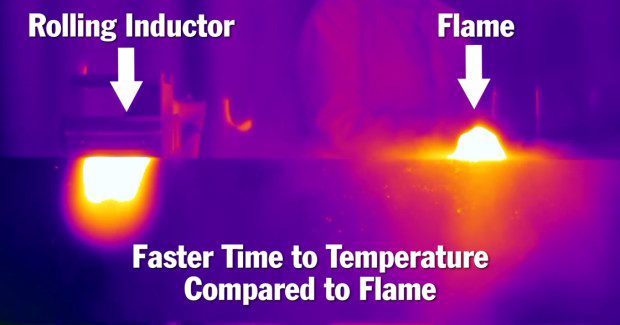
Induction heating will produce optimal hydrogen diffusion and uniform heating throughout the part. It’s also a safe, reliable method that can provide a faster time-to-temperature than other heating methods. With the induction process, heat is induced electromagnetically in the part by placing it in an alternating magnetic field created by liquid- or air-cooled induction heating cables or blankets. The magnetic field creates eddy currents inside the part, exciting the part’s molecules and generating heat from within the part.
Induction heating is a versatile method that can be used in many welding applications, including those where it’s necessary to roll pipe while also heating it. The ProHeat™ 35 induction system, for example, can be used with air-cooled blankets, liquid-cooled cables and a rolling induction system, specifically designed to heat moving parts. It’s a system that can meet the varying pre-heat, interpass heating and post-weld heat treatment needs you might encounter in welding applications.
INDUCTION OFFERS CONTROL
The key factor that makes induction heating a good option is control. The operator controls the ramp-up speed, interpass temperature and post-weld soaking or stress relieving to exact parameters. This controls cooling — helping ensure that the HAZ and the weld retain the desired mechanical properties — and at the same time aids in the removal of diffusible hydrogen.
Low-hydrogen welding practices require attention to detail. Proper pre- and post-weld and interpass heating is a critical part of that. Induction heating offers a consistent and reliable heating option that can save time and money in many applications. Jobs that typically require hours to heat can be heated in minutes by using induction heating.
Subscribe to learn the latest in manufacturing.

Industry News






