How to Double Throughput on Turning Large Scale Parts
Shops that turn large scale parts for power generation equipment and oil patch machinery are now achieving up to twice the material removal rate and extreme depth of cut, even while cutting forces stay the same as before or actually decrease and insert edge life improves. Here’s how they do it.
Posted: October 11, 2016



Alert manufacturers of large scale parts for power generation equipment, oil patch machinery and giant engines used in ships are doubling their throughput rates on heavy turning jobs with T-Force long-edge turning inserts provided by Ingersoll Cutting Tools (Rockford, IL). In some cases, the huge chips come off so fast that they outpace the chip conveyors. The consensus of about 20 early users around the industrialized world is that even at twice the material removal rate (MRR) and extreme depth of cut (sometimes up to 1.560 in), cutting forces stay the same as before or actually decrease, and that edge life usually improves.
QUICK TOUR THROUGH APPLICATIONS
A typical example is a Midwestern supplier of large machined forgings in a continuous-cut application. On straight 16 in diameter cylindrical forgings in hardened 4340 steel, the shop removes one full inch from the radius in a single pass with a T-Force 40 long-edge turning tool. By contrast, the same job using the previous standard ISO triangle insert required two passes in order to avoid edge rupture or spindle overloads. Despite the doubled MRR, cutting edges now last twice as long and spindle load remains unchanged. According to the plant manager, the finished cylinders are also straighter because the inserts wear out more slowly. Cutting conditions are 60 sfm, 0.070 IPR and one inch DOC. “That feed rate is above our 0.060 IPR recommended maximum, but the user pushed the envelope on their own and apparently it’s working,” remarked Ed Woksa, the product manager for turning tools at Ingersoll.
Improved throughput is also reported in some interrupted-cut applications. With the T-Force 40, a Gulf Coast fabricator of oil and gas machinery turns the 3 ft collar and an adjacent 7 ft top surface on a ductile cast iron pump part in half the time as before. They turn the collar, a continuous cut, at 0.787 in DOC and complete the top surface, an interrupted cut, at 0.394 in DOC. Despite the higher cutting rates, the spindle load meter reads 15 percent lower under both conditions. Standard feed and speed are now 150 sfm and 0.020 IPR for both operations. Only the DOC is changed.
Breaux Machine Works, LP (Tomball, TX), a specialist in large part machining, got the effect of an extra machine tool with the switch to the T-Force 40 for turning oil and gas equipment components weighing up to 50,000 lb. The retooling was part of a $3 million investment to handle more and bigger work. Accordingly, they ran a full competitive evaluation of all major tooling vendors to optimize tooling on all new machines. Their previous standard rates for turning, using standard ISO triangles, were 400 sfm, 0.040 IPR and 0.375 in DOC. Under those conditions the insert lasted through six inches of feed. With the T-Force 40, the DOC is doubled, speed is backed off 25 percent – and the edges last through 28 in of feed, a six-fold improvement. In competitive trials, another tool matched those MRRs but lasted only 10 percent as long. Standard parameters now are 300 sfm, 0.045 IPR, 0.750 in DOC. “With this tooling, we should recoup our investment two years sooner,” said Robert Stokes, the manufacturing manager at Breaux.
One of the most notable applications is turning wrist pins for giant ship engines made in Asia. “Most of us can picture the wrist pins in the engines of our family cars,” said Woksa. “But here, each pin weighs more than an entire car engine.” In fact, it measures fully 16 in diameter by 30 in long and weighs 2,500 lb. The T-Force 40 insert removes 1.56 in off the diameter in two passes vs. four before, which cuts cycle time in half. Again, despite the deeper cuts, spindle loads actually decreased by 15 percent to 20 percent. Parameters now are 260 sfm, 0.040 IPR, 0.780 in DOC.
LONG EDGE, FREE CUTTING, SECURE CLAMPING
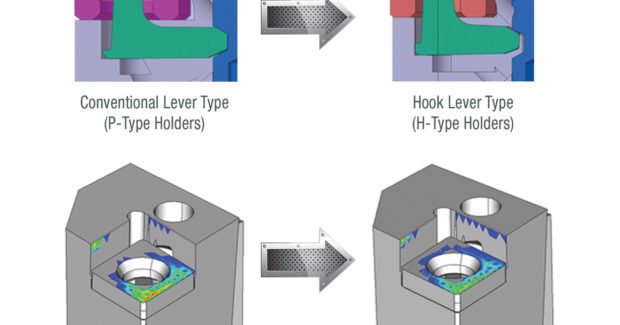
Key to the performance of the T-Force 40 insert is a combination of a longer cutting edge with free-cutting insert geometry and extremely rigid double-lever clamping. This combination provides secure seating and enables exceptionally deep cuts without fracturing the insert or overloading the machine. Two sizes are available: 50 mm or 40 mm. Both are single sided, with two edges per side. The newer 40 mm size features a helical cutting edge that further reduces cutting forces, especially impact forces at the entry of a cut. The helical edge creates more of a cleaving-type cutting action than a straight edge.
In the double-lever clamping scheme, the insert is placed over two stakes on the seat, and then wedged into position by tightening two stout captive screws. Besides being extremely secure, this arrangement eliminates juggling loose, hot screws during indexing and presents an absolutely flat top surface for unimpeded chip flow. To index, the operator loosens the captive screws half a turn, lifts the insert off the stakes, rotates it to present the new edge, and re-tightens the screw.
TIPS FROM EXPERIENCE
Based on all of these applications, Woksa offers some additional hints. To take full advantage of the T-Force long-edge inserts, machine tools should have at least 50 hp spindle power and at least 80 hp for the 50 mm size. “This protects against overloading either the spindle or the machine frame,” he explained. “However, if a job is running well using ISO triangles or squares, you can often switch to the T-Force insert because it normally generates such lower cutting forces, as illustrated in the examples discussed earlier.”
In turning a 24 in 4340 cylinder down to 20 in on an underpowered machine, a T-Force 40 insert still reduced the cycle time from 45 minutes to 22 minutes by taking 0.500 in passes vs. 0.400 in without overloading the machine. With the previous ISO triangular inserts, increasing the DOC fractured the insert or stalled the spindle. “Even on this low-power machine, the T-Force insert doubled the MRI and could have raised it even further, but the machine itself ruled it out,” said Woksa. “On 4340 steel with adequate machine power, the DOC could be one inch or more, and is doing so in practice.”
Get ready for much higher chip flows: “Chips coming off T-Force jobs can measure a full inch wide and a full foot long,” noted Woksa. In several cases, the increased chip flow overwhelmed the chip conveyors. Users had to either upgrade the conveyors or cut back on chip size as a result. “In some plants, the chips falling to the floor sounded like somebody dropping knives and forks,” he smiles. One caution: be realistic about usable edges on two-sided inserts. “Although a two-sided triangle offers six edges nominally, most plants get just two or three edges in practice,” added Woksa. “Fracture or damage of the worn edges often render the rest of them unusable.”
Finally, when comparing edge life in cases where the part is completed with fewer passes, the comparison should be based on completed parts per edge, not time in the cut. “The tool that takes deeper cuts may wear out sooner, but it will complete more parts during that time,” said Woksa. That is exactly what happened in the Asian wrist-pin application mentioned earlier. Edge life decreased to 103 minutes in the cut from 200 minutes, but the part was completed in 88 minutes vs. 212 minutes. “They got twice the throughput per machine hour and still one part per edge,” stated Woksa.
Ingersoll Cutting Tools, 845 South Lyford Road, Rockford, IL 61108-2749, 815-387-6600, Fax: 815-387-6968, info@ingersoll-imc.com, www.ingersoll-imc.com.
Subscribe to learn the latest in manufacturing.

Industry News






