


Jack Burley

Articles by Jack Burley
Connecting the Dots: Shop Connectivity and Automation
The key to success for shop connectivity and automation is a gradual, steady (and continuous) pace.
Time to take the Blinders off When it Comes to Tooling Up
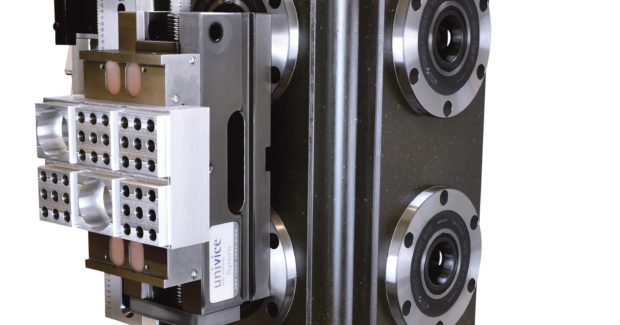
As technology continues to advance on the machine side, tooling and workholding offer new and different opportunities to bolster an operation.
To Balance, Or Not To Balance? Toolholders, That Is

It’s time for machine tool builders and machining companies to shelf the long-standing ISO 1940-1 standard in favor of ISO 16084:2017. Not only is balancing tools rarely necessary, it can also be risky.
Selecting the Right Lead Angle and Insert for Boring Tools
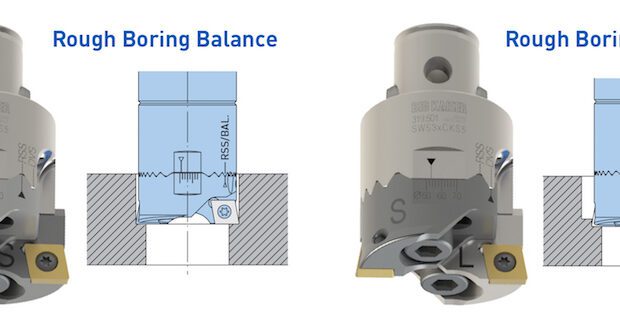
The rules for twin-bore roughing and single-point fine boring are similar – but not the same. Lead angles close to 90 degrees more effectively combat potentially damaging chatter and vibration because they apply the least amount of radial pressure against the tool.
You May Have a BIG-PLUS Spindle and Not Even Know It
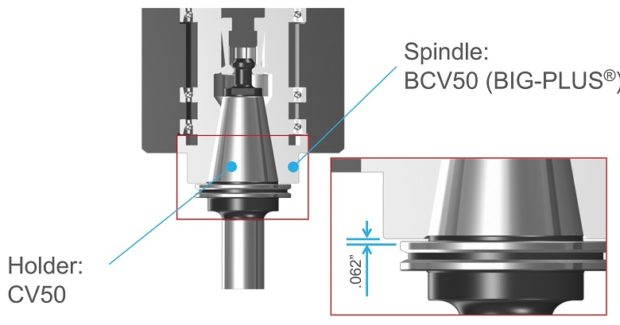
Many shops are unaware that a lot of their spindles are BIG-PLUS, so they don’t realize the capabilities they possess that this system provides. If you identify these spindles on your floor and want to start taking advantage of them, there are some things you should know.
Modernizing the Standard for Balancing Tools and Tool Systems

Did you realize that the G2.5 balance specification in ISO 1940-1 is no longer practical, technically possible or economically feasible in today’s advanced manufacturing environment? Here’s the good news: A new standard is now being developed that applies to all of today’s relevant variables for safe and productive machining. Say hello to ISO 16084.
Tooling and Industry 4.0: How We Got Here and Where We’re Going

How in the world could all of this connectivity, this digital thread, extend to the very smallest of metalworking equipment and tooling in a way that could possibly have a dramatic effect on shops? It’s already happening and will continue to have increasing impact, because we’re only one hurdle away from a world of endless opportunities.
Tools, Holders and Runout: Uncover the Hidden Savings
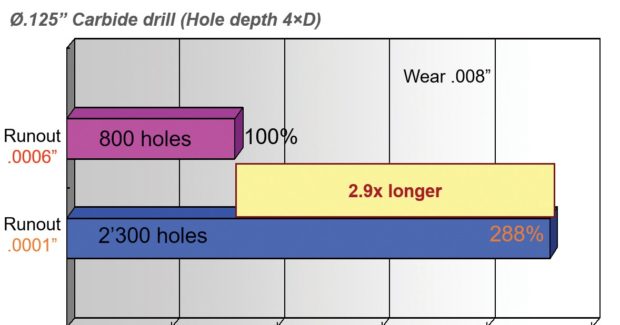
Runout can be fickle, but finding a solution for it can pay significant dividends. Here are some insights into how much a little wobble can really increase your costs.
A Review of Vibration and Affordable Ways to Prevent It
While the latest machine tool technology may go a long way towards eliminating vibration and chatter, adding a new one may not be realistic. Luckily, there are less disruptive options that can make positive impacts on vibration without breaking the bank.
Machining Heat-Resistant Super Alloys? Hold On Tight

The chances of a tool slipping or pulling out in its holder during work is increasing as more shops opt for heat-resistant super alloys – stainless steel, Inconel, titanium and others – over aluminum. These metals are lightweight, strong and corrosive-resistant, but they are very difficult to machine. Here are some insights into tool wear in these applications that can help you select the proper holder for your work.
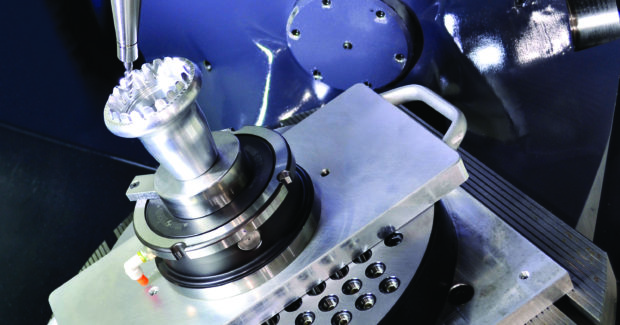
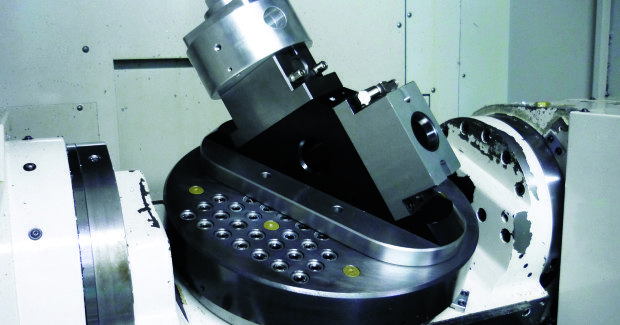
Fulfilling Modern Micromachining Demands on a Legacy Machine

Looking for a creative way to achieve the requested specifications for a potentially lucrative micromachining job without having to invest in a very expensive specialized machine tool? A spindle speeder may be your best – and only – way to secure the deal.
Is BIG-PLUS An International Standard?
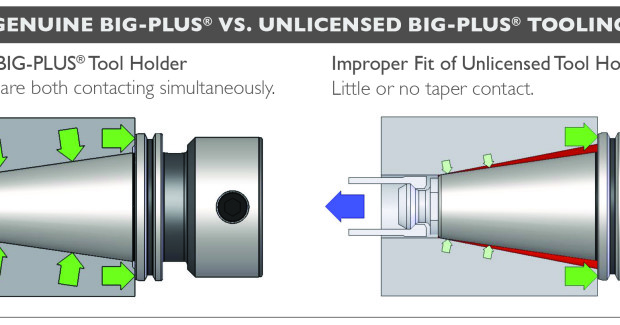
Buyer Beware: This system has not been standardized by any governing body. If you purchase cheap dual contact tooling after being told by a supplier that it will work just as good as the original for half the price, you risk unsatisfactory performance and/or damage to very expensive spindles. Here’s why.
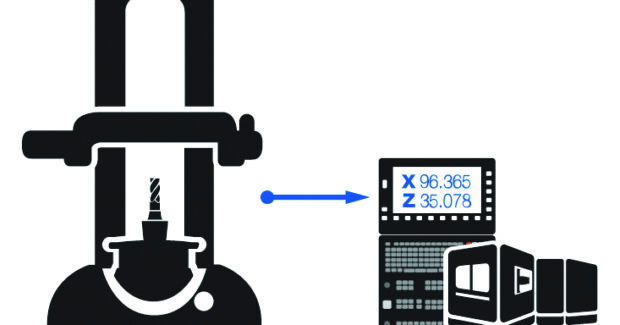
2014 Tooling & Workholding Outlook: Reduced Process Variability
Jack Burley of BIG Kaiser explains why tooling strategies should focus on ways to reduce downtime during production due to process variables, such as time to compensate for insert wear on a boring bar or changing a perishable tool such as a drill. Offline tool presetting and zero point clamping systems are a natural part of the methodoogy for keeping spindles rotating and machine tables moving as much as possible.
Industry News







