


Tom Myers

Articles by Tom Myers
Variables That Affect Weld Penetration
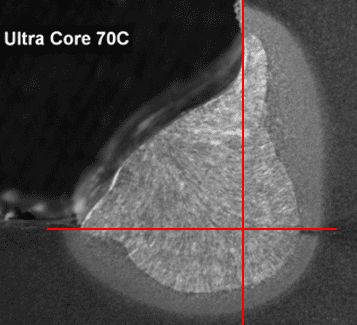
Which welding variables affect weld penetration? How can you get more or less penetration in a weld?
Weld Fusion vs. Weld Penetration
It is not accurate to assume in all cases that an increase in weld penetration directly correlates to an increase in weld strength. Here’s why.
Why Can’t I Stick Weld with My MIG Machine?
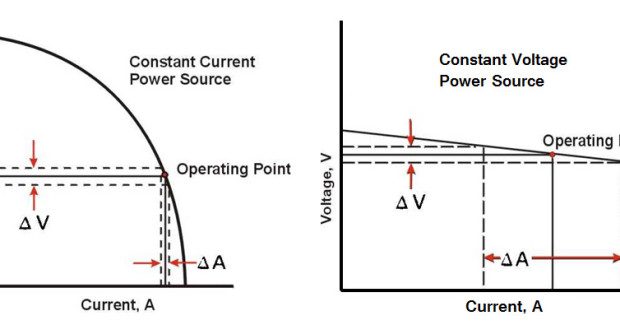
An explanation of the difference between Constant Current and Constant Voltage Output.
Percentage of Argon in Mixed Shielding Gas Does Matter

Using a higher percentage of argon can increase the weld metal’s tensile strength, but it provides no additional value and may increase the chances of weld cracking. Here’s why.
Selecting the Proper Size Welding Cables
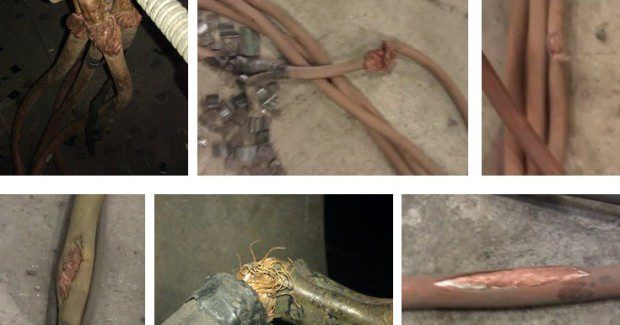
Here is the best way to use reference charts for ordering the correct sizes of welding cable for the shop, along with some basic guidelines to follow.
Common Shielding Gases Used for Arc Welding

The variety of shielding gases used in arc welding can be confusing as to when to use which gas for which application. Here are some basic guidelines to follow.
Flux-Cored Electrode Usability Designators: What Do They Mean?
Those dash numbers refer to the usability of the electrode with requirements for polarity and general operating characteristics. Here’s how they work.
Largest Diameter FCAW Wire for Out-of-Position Welding
Tom Myers of Lincoln Electric examines the size and type of wire needed to weld out of position with a mild-steel, flux-cored wire as fast as possible.
Weld Crater Shrinkage Cavities
Tom Myers of Lincoln Electric explains how a hole or divot in the crater of the weld sometimes appears when using flux-cored gas-shielded wire and how to prevent it from occurring.
Industry News






