Another Look at Grinding vs. Hard Turning: PCBN Hard Turning Finishes Strong
Hard turning has clearly gained momentum over conventional finishing methods and become recognized as a step up in both productivity and cost-effectiveness. The economic benefits continue to add up for shops that embrace PCBN hard turning technology.
Posted: March 21, 2013



Hard turning with tools made from polycrystalline cubic boron nitride (PCBN) is more productive, cost-effective and can produce better results than grinding for finishing hardened (45 to 64 HRc) steel parts. This statement isn’t lost on job shops and contract manufacturers.
http://youtu.be/mdfzPMINBRg
More and more shops have adopted PCBN cutting tool material and have long-abandoned the notion that the high cost of PCBN tools is a loss leader. They are discovering that the costs just don’t add up; in fact, they actually lead to more productivity because data show that PCBN inserts can produce equal or better surface finishes than grinding and that PCBN tools make turning more economic sense due to higher efficiencies in terms of productivity and tool life.
The high price of PCBN tools (10X to 20X more than conventional tools) is more than outweighed by their up to 10X to 300X more efficiency in terms of overall productivity and tool life. When calculating and measuring this productivity/cost relationship, it is important to assess the number of parts produced per corner and to calculate the reduction in cycle time due to increased machining speeds and feeds.
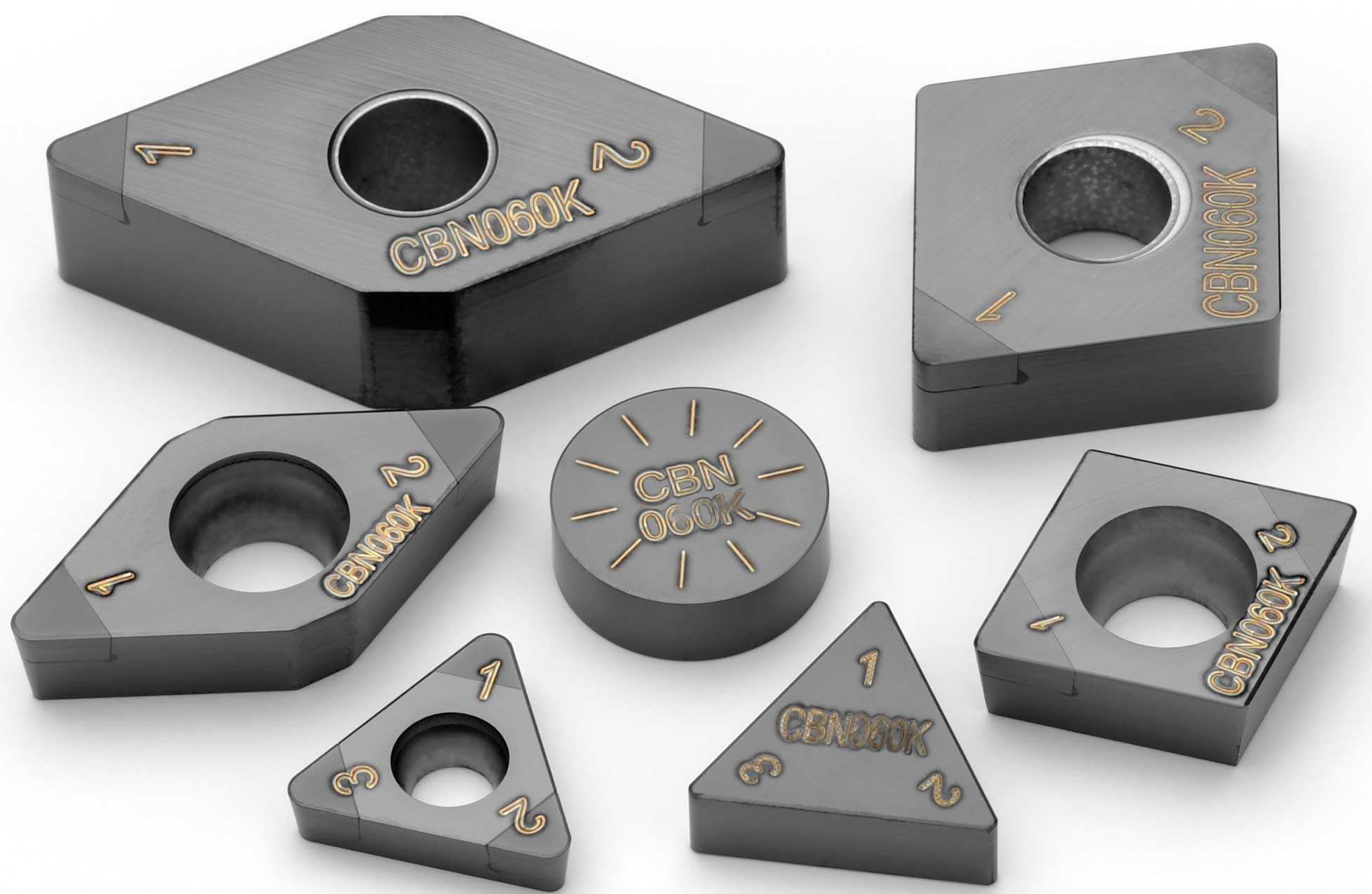
For example, the PCBN product line from Seco Tools Inc. (Troy, MI) includes full-faced inserts with a center lock hole and solid inserts with or without a cylindrical hole. Both have been designed to eliminate the depth-of-cut restriction usually associated with tipped products. Other choices include tipped inserts, which, with modern tooling technology, can be available in multiple corners, and solid PCBN. Depending on the application, any combination of these can be appropriate in terms of cost and productivity.
HARD TURNING ECONOMICS
There are several factors that lead to the economic benefits of hard turning with PCBN tools compared to grinding. Consider these facts:
- The upfront cost of the lathe is only about one-third to one-half the price of a grinding machine.
- PCBN tools have low maintenance requirements.
- PCBN inserts can produce an as-good or even better surface than grinding, while at the same time having a higher removal rate. Results greatly depend on the right combination of feed rate, insert nose radii and work piece material.
- As far as machine cost, a grinder is almost twice as expensive as a CNC lathe. Add to that other benefits that include flexibility in terms of machining capabilities and tool changes that can be made in less than two minutes, without production time losses experienced with a wheel change. This results in fast, cost-effective production, even in small batches of parts.
- CNC lathes also take up less floor space than grinders and do not require flume systems. Further, the structure of many PCBN grades permits for productive machining in difficult conditions including interrupted cuts, and typically does not require the use of coolant, which helps to keep costs down while eliminating the environmental concern associated with coolant use.
- Dry machining also reduces the time and money spent on government-regulated chip disposal and reclamation processes.
- Tool maintenance is also simplified as PCBN tools may be quickly indexed to a new edge or removed and replaced with new inserts, and do not require truing or dressing to maintain the cutting profile.
FINISHING ON TOP
Although grinding is known to produce good surface finishes at relatively high feed rates, hard turning can produce as good or better finishes at significantly higher material removal rates. The turning process consists of small depths of cut, yet estimates of reduced machining time are as high as 60 percent for conventional hard turning and 90 percent for the latest plunge turning techniques.
For increased productivity in conventional side turning and profiling, cutting tool manufacturers have engineered PCBN inserts with a wiper geometry that permit increased feed rates with no sacrifice to surface integrity. Studies have shown that by using the right combination of insert nose radii, feed rate or the new wiper insert technology, hard turning can produce a better surface finish than grinding.
The fact that multiple hard turning operations may be performed in a single chucking, as opposed to multiple grinding setups, also contributes to high accuracy. Despite this, debate continues to surround the overall surface integrity of machined hardened parts. Machining components that have already been hardened affects surface microstructure by generating residual stress patterns and re-hardened surface zones, also known as white layers. However, the problem of white layer generation exists in both grinding and hard turning.
Although they are commonly associated with residual tensile stress at the surface, white layers may also indicate residual compressive stresses. Either way, the cause of white layers and the effects they have on the finished workpiece are not entirely understood, although tool wear could be a contributing factor.
REDUCING TIME 90 PERCENT
Recent advances in cutting tool technology have increased the acceptance of hard turning as a finishing operation of critical surfaces. New PCBN tool inserts, combined with plunge turning technique, produce as good or better tolerances than conventional grinding.
For example, grades CBN060K, CBN100 and CBN300 are the only solid inserts specifically developed for machining hardened steel and they provide use of all edges (similar to conventional carbide inserts) plus the long edges that are not common to PCBN inserts. Due to their solid construction, these new inserts offer significantly higher wear resistance and lower cost per edge.
In a study comparing these solid PCBN inserts to various tipped inserts produced by five different cutting tool manufacturers, cost per edge savings ranged from 25 percent up to 208 percent. As an added advantage, the solid grades CBN060K and CBN100 make plunge turning possible for two reasons: properties of the grades and the long usable cutting edges.
Plunge turning is a highly productive form of finish hard turning that uses the entire cutting edge or a portion of the cutting edge to create an orthogonal cut. This process has been proven to reduce machining time by as much as 90 percent, producing parts with comparable surface integrity to those that are ground.
The most critical properties of ground or hard turned components are dimension (diameter), roundness, straightness, bearing area, surface roughness and residual stresses. For the first four properties, plunging can easily achieve the following tolerances for a gear wheel or bearing ring:
Diameter: ±0.0006 in
(0.015 mm)
Roundness: ±0.00015 in
(0.004 mm)
Straightness: ±0.00015 in
(0.004 mm)
Bearing Area: 90 percent deep
(.00008 in 0.002 mm)
Conventional turning generates a continuous groove with the surface finish largely determined by insert nose radius, feed rates and, to some extent, also the cutting speed and depth of cut. In contrast, the surface quality of plunge-turned components is mainly dependent on the quality of the cutting edge. As a result, plunge-turned components display low residual stress in the axial direction and sealing properties (as with a bearing surface) are equal to or better than ground surfaces.
Using a solid PCBN insert, these stress patterns remain constant, even when large batches of parts are machined. In a test that examined the physical properties of 250 plunge turned parts, the residual stress was found to be significantly lower than the stresses caused by grinding.
Part quality is also affected by the distribution of residual stress in the tangential direction. In another test of 250 parts, both grinding and plunging produced tensile residual stress at the surface, but the thickness of the affected zone was significantly thinner on plunge turned components.
Plunge turning also was found to reduce the occurrence of white layers because it reduces flank wear on the tool edge due to shorter cutting time per machined surface. This also generates lower cutting forces and less friction, which results in less heat exposure to the surface of the workpiece.
Hard turning has clearly gained momentum over conventional finishing methods and is becoming more widely recognized as a step up in metal cutting, both in productivity and cost-effectiveness. As shops continue to embrace PCBN hard turning, the economic benefits will just continue to add up.
Seco Tools Inc., 2805 Bellingham Drive, Troy, MI 48083, 248-528-5200, Fax: 248-528-5600, secotools.us@secotools.com, www.secotools.com.
Subscribe to learn the latest in manufacturing.

Industry News






