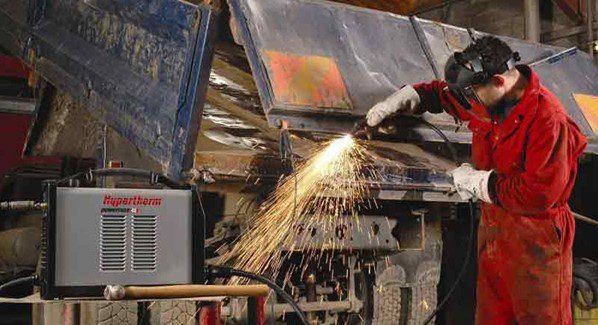
Gouging with Plasma
The switch to plasma wasn’t exactly planned, but more welders are now realizing the benefits of gouging with plasma.
Posted: March 22, 2013




They’ve been mining in Grant County, New Mexico since before the Civil War. Huge copper mines like Chino and Tyrone still drive the local economy that has been in high gear the past couple years thanks to the rising copper prices that have prompted mine owners to run their operations around the clock, three shifts a day, seven days a week.
While this non-stop activity is undoubtedly good for the economy, it means there is no time to rest. Huge dump trucks and other heavy equipment are in constant demand, moving hundreds of thousands of tons of material a day. Maintenance crews are constantly busy, fixing one thing or another. Often their work involves gouging out old welds, a necessary first step before they can begin the actual work of repairing a truck bed or replacing a mold board liner on a track dozer. In the past, the crew would reach for carbon arc, but not anymore. Today these professionals use plasma to make better repairs in less time.
The switch to plasma wasn’t exactly planned. It came after a supplier insisted on demonstrating the process. A senior supervisor explains his initial reaction, “I thought they were wasting my time because plasma can’t be used for gouging. Well, we were wrong. You can gouge with plasma. We now use it in every application where we used to use carbon arc.” Today, more and more welders are realizing the benefits of gouging with plasma. It’s easy to understand why. Plasma gouging is faster, easier, safer, and quieter than other metal removal methods; benefits that ultimately save companies a considerable amount of money.
Another company sold on plasma gouging is Rockland Marine Corporation (Rockland, ME), a business that fabricates, repairs, and services a range of different boats. The company’s first attempt at plasma gouging began more than 14 years ago with the purchase of a Hypertherm MAX100. Rockland Marine first purchased the system to cut metal because, as welder Francis Dennison explains, “Plasma can cut through rusted and painted metal and about 90 percent of our work is done outside in the elements.” To them, gouging was just considered an added benefit. Now it’s a necessity. “Plasma is a lot faster than carbon arc and grinding. The metal removal rate is faster. It takes less time and the clean-up is easier because there is little to no mess,” adds Dennison.
His comments are echoed by Miller-St. Nazianz, Inc. (Nazianz, WI), a company that fabricates and manufactures spray-application agricultural equipment. Brian Schad, the leader of the company’s special projects team, uses plasma to cut and gouge daily. “The plasma is cleaner, faster, and not nearly as loud. We use fewer consumables too.”
DIFFERENT GOUGING PROCESSES
There are four different gouging methods in common use today: mechanical grinding, oxyfuel, carbon arc, and plasma.
Mechanical grinding can involve hand-grinding, hand-milling, routing or chipping. As you might imagine, while mechanical grinding eventually gets the job done, the process is time-consuming, loud, and dangerous. Just ask the crew working to construct the 680-mile long Ruby Pipeline in the western United States. They have seen their share of injuries, especially eye injuries, a common occurrence in the pipeline industry, which sees at least one eye injury per day in the United States.
The next method, oxyfuel gouging, involves using fuel gas to heat steel to its ignition temperature. Once the metal is nice and hot, it is rapidly combusted, then blown away by a jet of oxygen gas. Oxyfuel is quieter and faster than mechanical gouging, but the process is often hard to control, even if you have years and years of experience. Also, its use is limited to carbon steel.
In the carbon arc process, an electric arc is generated between the tip of a carbon electrode and the metal work piece. A jet of air is then directed around the tip to remove molten metal from the area, forming a groove. This process is more versatile than oxyfuel gouging as it works on a number of different metal types: mild steel, cast iron, nickel alloys, copper, and aluminum. It’s also easier to learn, and overall does a good job of removing metal.
The problem though is that, like mechanical gouging, it is loud. In addition, the carbon arc process creates a lot of smoke and fumes, and like oxyfuel gouging, carbon-arc is hard to control. It’s not uncommon to remove too much metal or to wind up with extra carbon deposits or inclusions on the base metal. Another problem: carbon arc gouging is tedious and time consuming because the process requires operators to repeatedly stop and re-feed the rod. Rockland Marine’s Dennison explains it like this, “You have to keep adjusting your rod. The rods are only about 12 in long, so you adjust it once or twice and then it’s time to replace it.”
The final method of gouging involves plasma. Like plasma cutting, plasma gouging uses a constricted jet of high temperature gas to melt the metal. With just a bit of practice, it is possible to achieve a smooth, clean, consistent gouge. Plus plasma gouging is relatively quiet and doesn’t cause a bunch of smoke. Another benefit, as with plasma cutting, the process works on most any type of metal; mild steel, stainless steel, aluminum, copper, and more. Dennison says they can gouge more metals now. “If it can conduct electricity, we can gouge it. We couldn’t gouge stainless effectively until we got the plasma.”
THE SCIENCE BEHIND PLASMA GOUGING
Plasma gouging works similarly to plasma cutting. When cutting with plasma, a plasma arc is formed between a negatively charged electrode inside the torch and a positively charged work piece. Heat from the transferred arc rapidly melts the metal, and a high-velocity gas jet blows the molten material away. The process is nearly identical for gouging. The only difference is that you don’t completely blow the molten material away. Instead you only blow some of it away. This is achieved by holding the torch at an angle and using special gouging consumables that produce a wider and softer arc.
In addition, many plasma systems have a dedicated operation mode for gouging which enables the arc to stretch without going out. Some manufacturers even include gouging consumables in the start-up kit that typically comes with new machines. The equipment needed for plasma gouging is nearly identical to what is needed for plasma cutting. For hand gouging, all you need is a plasma system consisting of a power source, a gas supply (often just air), a torch, and lead. Special cut charts and instructions in the operator’s manual explain safety, parts, and operating parameters for gouging.
Many manufacturers supply accessories specifically designed for gouging, such as metal heat shields to surround and protect the operator’s hands and leather lead protectors. These generally do not come standard with a new system, but are worth the investment if you expect to do a lot of gouging.
A number of different plasma and shielding gases — including air, nitrogen, oxygen, an argon/hydrogen mix, and other combinations — can be used when gouging with plasma; however, it’s a good idea to check the operator manual first just to be sure the gas you want to use is compatible with your particular plasma system. Some general rules when deciding on which gas to use:
- Air plasma provides the lowest cost of operation and acceptable quality on mild steel, stainless, and aluminum.
- An argon / hydrogen mix can produce a clean, bright, smooth gouge on aluminum and stainless.
- Nitrogen gas is good if you want to extend the life of your consumables.
Modern air plasma torches provide good cooling, high cutting capacity, long consumables life, and consistent cut / gouge quality; attributes which improve gouging performance—allowing for a more controlled gouging process. Another feature of modern air plasma torches is their design. In the past, all hand plasma torches were designed with a 75 or 90 degree angle. Today though, it is possible to purchase a straight torch, something the crew at Miller-St Nazianz finds especially useful for gouging.
“There is a big advantage to that torch. It blows sparks away so you can see where you are gouging. This is a plus because you don’t remove more metal than you need to,” says Schad of Miller-St. Nazianz. “You can cut down to the vertical weld and see what you are doing so you don’t take away too much material. The torch keeps the arc going constantly and doesn’t kick out.” Schad also believes the straight torch makes it easier to gouge in tight spaces or corners since the arc can hold a distance of up to two inches. In addition to the straight torch, better plasma systems also come a quick-disconnect feature that makes it easy to switch between torches.
For example, you can have two torches — a standard 75 deg to 90 deg torch with cutting consumables and a straight torch, ready with gouging consumables—and then quickly and easily switch between the two depending on the job at hand. That feature is one many companies who gouge with plasma really appreciate. Schad says, “It takes about a matter of a minute to switch-over. It’s very convenient.”
In addition to different hand torches, it is also possible to quickly move to a mechanized torch, as Canadian-based Hooper Engineered Vessels (Hamilton, ON) does. The company routinely uses a mechanized torch which they mount on a track burner to gouge plate metal. Plant Superintendant Landon Klassen says he was able to figure out how to use the track cutter for gouging pretty quickly and that his team hardly needed any training time. The company is now saving a tremendous amount of money on labor and saw blades, so much in fact, Klassen estimates they paid for their Powermax85 system the very first time they used it.
GOUGING TECHNIQUES
Operators use a variety of techniques to achieve different gouge profiles and sizes, whether gouging by hand or using a mechanized method like a track cutter. The most common way involves positioning the torch at a 40 deg to 60 deg angle to the work surface while the pilot arc is formed and transferred to the plate. Once contact is made, the operator simply aims or feeds the arc into the area they want to gouge, while moving the torch forward.
Variations in the torch angle and speed, along with amperage levels, are used to control the depth of the gouge. A steeper angle and slower forward movement result in a deeper gouge, while a lower angle and faster forward movement result in a shallower gouge. Plasma arc gouging has wide industrial applications, from shipbuilding and maintenance to heavy equipment manufacturing and repair, to manufacturing of truck bodies, tanks, and steel structures. Plasma gouging removes strong backs, lifting lugs, temporary brackets, tack welds, and rivets. It’s also suitable for demolition or salvage operations.
In foundries it removes excess material from castings. Plus, it’s a good way to fix and maintain bridges, heavy equipment, pipelines, and more, and its useful at removing cracks and imperfections, and can help prepare plate edges for welding, by removing any extra metal that may be on the plate. Perhaps the best part of gouging with plasma is best summed up by Rockland Marine’s Dennison, “With plasma, you just drop your hood and go. If the quality of the steel is good, I can gouge all day on one electrode.”
Subscribe to learn the latest in manufacturing.

Industry News






