Laser Melting: Strike While the Iron is Hot
As a market leader in manufacturing irons for the home, Rowenta uses tooling from Hofmann Innovation that was built by combining conformal cooling with inserts that are produced generatively using the LaserCUSING laser metal melting method and conventionally tempered surfaces at critical points in the webs, difficult core zones, or atypical material areas.
Posted: November 12, 2013

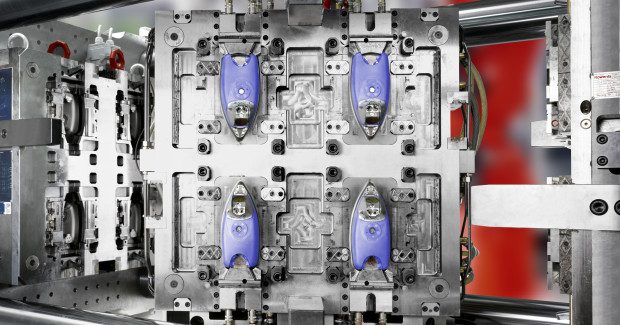



This triple reversing plate tool with iron handles from Hofmann is used for long production runs.
Dual reversing plate tool with iron handles from Hofmann.
Head of production Robert Löw (second from left) explains distortion-free parts to Jochen Weber (far left), Robert Löw, Stefan Hofmann (second from right) and Klaus Maier.
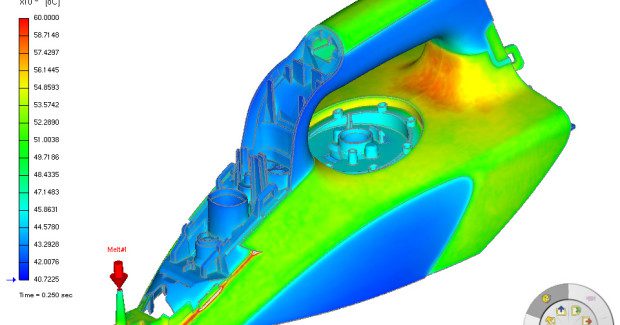
Moldex3D software from SimpaTec identifies the surface temperature of the first, second and third components of the iron assembly.
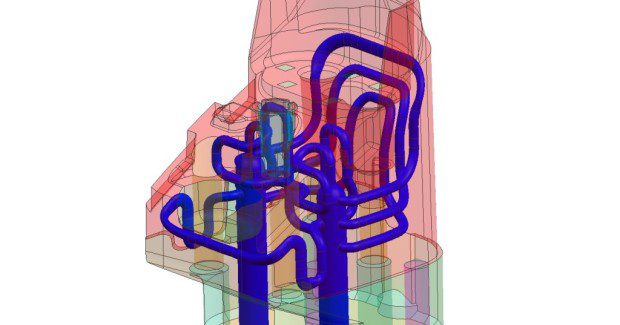
Parallel cooling with generatively produced inserts from Concept Laser in the Hofmann Group achieves maximum cooling in the smallest of spaces on each iron.
A Rowenta iron is a high-quality and practical household appliance.
Two drivers of the long-running partnership in 3K with conformal cooling: Jochen Weber (plant manager, Rowenta; on left) and Stefan Hofmann (Hofmann Innovation Group).


Rowenta Werke GmbH (Erbach, Germany) recently announced an innovative new range of iron models. The newest of these high-quality and practical household appliances are being made at the Erbach, Odenwald manufacturing facility, where plant manager Jochen Weber explained the technology and processes involved in their development, production and assembly.
The special characteristics of the Rowenta iron make it heat resistant, with a reservoir for water, steam generation and a good sole plate for perfect ironing results – day in, day out, year after year. These characteristics demand special requirements for component materials, production processes and assembly.
All of the principal components, i.e. the handle, reservoir and heat shield, are manufactured in the dedicated plastics production facility. The functional mechanism, thermostat and soleplate are delivered by suppliers to the final assembly department as finished modules.
Completely automated production lines can process all the different models sequentially. From automatic bending machines for bending delicate wires, through plasma treatment, to finishing with vapor deposition or printing, everything needed for that “Made in Germany” quality is on display.
“Made in Germany” quality also means adapting production to the cost situation. Rowenta began using 3K technology in 2004, explains Weber. In addition, Hofmann Innovation Group GmbH (Lichtenfels, Germany) supplied tools with conformal cooling, which was a completely new concept in tool making at the time. This enabled several key advantages: less assembly work, better functional integration, better parts quality, a shorter cycle time and lower unit costs in general, thanks to a primary concentration on single-stage processes.
This is all based on a consistent orientation of mechanical and tool engineering in production. 2K and 3K plastics production uses reversing plate technology, rotary table tools and indexing plate technology. The manufacturers look for the optimum tool and mechanical engineering strategy for each model of iron. Whether a rotary table or a reversing plate solution is chosen depends on capacity planning and batch sizes. The following generally applies: everything that can be automated in the manufacturing cells is automated.
Smooth assembly of modules with very complex webs in a very restricted space – or, indeed, modules with numerous functioning parts – is made possible by consistently aligning the plastic molds to conformal cooling.
“The design engineering then often ends up combining conformal cooling with inserts that are produced generatively using the LaserCUSING laser metal melting method and conventionally tempered surfaces. Conformal cooling is generally used at critical points, that is, webs, difficult core zones or atypical material agglomerations,” said Jochen Weber, summing up the experience he has gained with Hofmann’s concept.
Here is a demonstration of the unimagined possibilities with LaserCUSING®. Both mold inserts with close-contour cooling and direct components for the jewellery, medical, dental, automotive and aerospace sectors can be fabricated with the LaserCUSING® layer construction process. LaserCUSING® opens up new prospects in terms of efficiency and speed for more efficient product development. With regard to mass production, the generative metal laser melting process can be used to implement new product ideas as well as metallic components which are subject to high mechanical/thermal loading. Individually, flexibly, quickly and cost-effectively!
Design engineering measures that can be taken here include matching the channel diameter to the molds and using parallel cooling at points that are particularly challenging from a physical standpoint, to ensure maximum cooling of the cavity surface. For the cooling channels to work properly and handle the necessary volume capacity, head of production Robert Löw focuses on prevention with the help of a corrosion inhibitor.
In practice, this involves what is often known as “vaccinated” water, used to prevent sedimentation and particle contamination. This is particularly useful for rotating molds that also have to be checked for tightness at the mechanical transition points. For Rowenta, Hofmann’s tried-and-tested tempering concept is the most effective method on offer.
For engineering and functional reasons, irons are ideally suited to conformal cooling due to their pronounced ribs. In a 3K part, there are clearly identifiable cycle time improvements and decreases in distortion compared to the tools of about a decade ago. Over this period, Hofmann supplied numerous tools with this technology, most of which are still in use at Rowenta.
The key benefit is the lack of distortion. It accounts for the positive assembly characteristics, that is, the excellent dimensional accuracy of all the different mandrels and metal tubes that have to fit precisely.
This is also relevant to the manufacturing process: when new production runs start up in the areas that use LaserCUSING inserts for conformal cooling, head of production Robert Löw can achieve the necessary dimensional accuracy very quickly and vary the process parameters at other points until a stable, reproducible process is achieved. This opens up a degree of flexibility in the process window.
The simulation software Moldex3D from SimpaTec, which Hofmann uses to develop the cooling concept, gives the design engineer a virtual view into the tool’s interior. Information about the flow characteristics, temperature distributions, pressure losses as well as flow velocities is available for the evaluation of the optimal cooling method.
“This is especially indispensable when the tempering channels in our LaserCUSING inserts become so complex that you can no longer mentally visualize the flow without having something to assist you,” explained Stefan Hofmann, “here we always revert to simulation in the design and checking of the cooling channel construction.”
For Rowenta’s 3K iron housing, the focus was on reducing the distortion tendency in the front section, which was to be achieved with as homogenous a temperature distribution as possible in the cooling phase of the injection process. Three-dimensional display and animations clearly show the distortion behavior of the final product and can thereby help in designing or optimizing the conformal temperature control.
In addition to the question of ideal temperature control, Moldex3D additionally offers the option to precisely analyze the interaction between various components, materials and geometries. Both aspects – transparency and optimization – lead to a high-quality component. Total cycle times are shortened, production costs are lowered, potential post-machining of tools is reduced to a minimum and with this significantly shorter development processes are possible.
For the new model, Hofmann Innovation Group from Lichtenfels was once again the tool partner. The development times range from 12 to 16 months, depending on the time and effort required for each new model. Designers, project managers and design engineers from Hofmann Tool Manufacturing, as well as persons responsible for manufacturing, work closely together in product development right up to SOP (start of production), in order to ensure that the project remains on schedule.
This requires a high degree of flexibility from all involved, as well as a closely interlinked way of working – both in parallel and together. The tool manufacturer’s involvement in the project with its product-accompanying services lowers costs and minimizes modification and approval times. “For the 3K parts of the new model, Hofmann Tool Manufacturing, whose tool concepts with conformal cooling have promised a high level of dimensional accuracy for many years now, was the partner of choice,” said Jochen Weber.
Rowenta Werke GmbH, Carl-Benz-Str. 14-18, D-64711 Erbach, Germany, +49 (0) 60-62-66-0, www.rowenta.com.
Hofmann Innovation Group GmbH, An der Zeil 2, D-96215 Lichtenfels, Germany, +49 (0) 9571 – 76 67 00, Fax: +49 (0) 9571 – 76 67 09, info@hig-ag.de, www.hofmann-innovation.com.
Subscribe to learn the latest in manufacturing.

Industry News






