Advancements for Welding Galvanized Steel in Automotive Applications
Galvanized steel, with its protective layer of zinc oxide on the surface, offers excellent corrosion resistance and high strength, even at thinner gauges. These features make it an increasingly popular material in automotive applications, because it allows manufacturers to build lighter-weight vehicles capable of greater gas mileage, while still maintaining safety and quality.
Posted: February 14, 2014



For components such as frames, engine cradles and suspension links, manufacturers are using galvanized steel in the 1.6 mm to 4 mm range. For other areas of the vehicle, measurements as thin as 0.7 mm are being utilized, such as for auto body skins.
However, the attributes that make galvanized steel a popular choice in certain applications are the same things that make the material so challenging to weld. The danger of burn-through increases with the material’s thinness, and the zinc oxide coating can result in defects when welded incorrectly. Both are issues that can impact quality, productivity and costs for manufacturers.
Let’s take a look at some new ways to address these challenges, through advancements in filler metal technology and welding equipment.
WHAT ARE THE CHALLENGES?
For most automotive applications, manufacturers use one of three types of galvanized steel: hot-dipped, galvannealed or electro-galvanized. Among those, hot-dipped galvanized steels are used most frequently because they offer lower costs, but they also tend to be the most challenging to weld. This material often has an uneven surface thickness and a tough zinc oxide coating as a result of the specific galvanizing process, which makes completing consistent welds challenging.
When welding hot-dipped galvanized steels in automotive applications, Gas Metal Arc Welding (GMAW or MIG) is the most frequent process, in either Pulsed or Constant Voltage (CV) with solid wire. However, gaining consistency in weld quality at travel speeds similar to those used to weld mild steel has proven difficult with both modes.
Problematic issues include spatter — which typically results from the shorter arc lengths associated with welding in CV modes — and porosity, a defect directly impacted by the travel speeds used during the welding process. The faster the travel speed used on hot-dipped galvanized steel, the faster the weld pool tends to freeze, an especially troublesome issue since zinc vaporizes at a much lower temperature than steel. When the weld solidifies before the zinc gas can escape, this can lead to entrapped gas pockets.
Here are some important things to know about porosity in galvanized applications in the automotive industry:
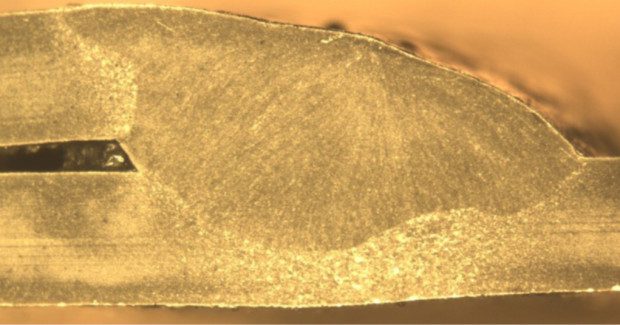
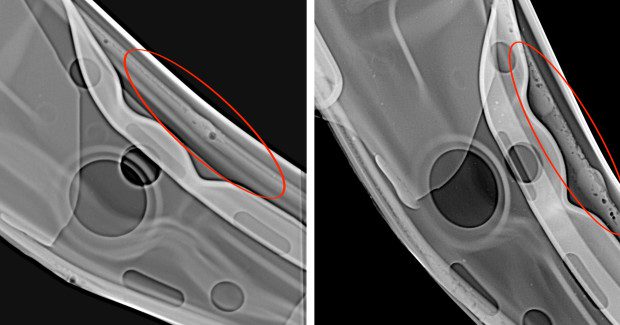
- Welds can have a good outward appearance but have significant subsurface porosity. The porosity may appear as a small hole but can actually span the entire length of a weld joint, a defect referred to as wormhole porosity.
- Porosity at certain levels is acceptable. The range varies with each manufacturer, but is usually based on American Welding Society specifications. Internal porosity generally is limited to less than 25 percent of the area being inspected.
- When the amount of defect exceeds the allowable limits, those parts must be reworked or scrapped.
- To help avoid these quality issues, manufacturers often lower travel speeds, but this can have a negative impact on productivity and throughput.
FILLER METAL AND WELDING EQUIPMENT SOLUTIONS
Many of the challenges of welding hot-dipped galvanized steel can be addressed using new filler metal and welding equipment solutions. One option that offers speed and performance improvements over solid wire is pairing Pulsed current welding systems with metal-cored wires specifically designed for use with this material. Even greater speed benefits can be gained by pairing metal-cored wires with a power source that offers an optimized Pulsed current program specifically designed for welding galvanized steel.
Using metal-cored wires makes it possible to put more weld metal in a joint in less time, since the tubular wires are filled with metallic powders, alloys and arc stabilizers that carry higher current densities at equivalent amperage settings.
Recent metal-cored wire advancements include formulations that allow welding with a direct current electrode negative (DCEN) or straight polarity, which provides significant advantages for hot-dipped galvanized steel. Welding it in straight polarity offers a softer arc penetration that improves the penetration profile and prevents burn-through on thinner material; and sufficient arc energy to vaporize the galvanized zinc coating, drastically minimizing porosity. Similar to other metal-cored wires, these wires also feature arc stabilizers that help improve metal transfer, reducing spatter and virtually eliminating post-weld cleaning.
Using the Pulsed current waveform process, which controls the deposition of the wire across the arc at controlled intervals, optimizes these results. The power source switches welding output rapidly between a high peak current to a low background current to create the pulsing effect. This action combined with the specific metal-cored wires helps control the freezing of the weld pool, so the zinc vapors can escape. And it creates a penetration profile that makes burn-though less likely.
Combining metal-cored wires for galvanized steels with the Pulsed MIG process also improves T-joint and downhill welding; provides the ability to weld in multiple positions and a wider range of material thicknesses; and creates a broad arc pattern and wide weld bead with good gap-bridging abilities.
The two technologies combined prove beneficial in addressing the uneven surface thickness of hot-dipped galvanized steels while providing quality welds that are strong yet ductile, helping manufacturers improve welding operations and gain a competitive edge.
Subscribe to learn the latest in manufacturing.

Industry News






