Horizontal Machining vs. Vertical Machining: Rethinking Your Operation
If the manufacturer is able to move past the sticker price and examine the dollars spent making the part, or the cost per part, a multitude of qualities can factor into the machine tool’s return on investment. Here are some reasons why a less expensive piece of equipment is not always the obvious choice.
Posted: December 22, 2014




Shops looking to purchase new equipment or upgrade existing equipment have many choices in today’s marketplace. Certainly the decision about which type of equipment to acquire is always linked to the company’s business model and the parts being produced; however, what also carries weight is how globally competitive the equipment can help a manufacturer become.
Vertical and horizontal machining centers are excellent pieces of equipment, but for many manufacturers price is often the determining factor. Most instinctively believe the less expensive equipment is the obvious choice because less capital is tied to the investment. A lower price is one reason the majority of manufacturers choose a vertical machining center (VMC) over a horizontal machining center (HMC).
If the manufacturer is able to move past the sticker price and examine the dollars spent making the part, or the cost per part, a multitude of qualities can factor into the machine’s return on investment (ROI). For example, when cycle time is examined, the price gap decreases. An HMC can significantly increase shop throughput. In fact, manufacturers see cycle-time reductions of 30 percent to 50 percent compared to when they are using a VMC for the same job.
http://youtu.be/DehW94gLRKM
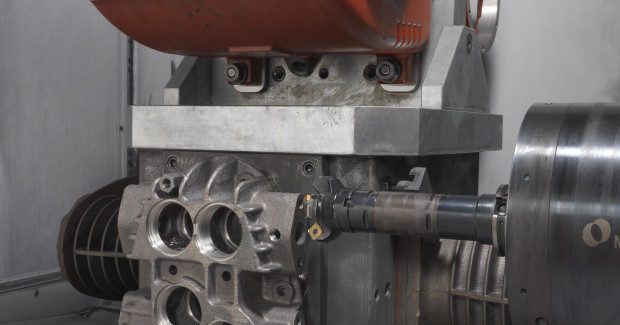
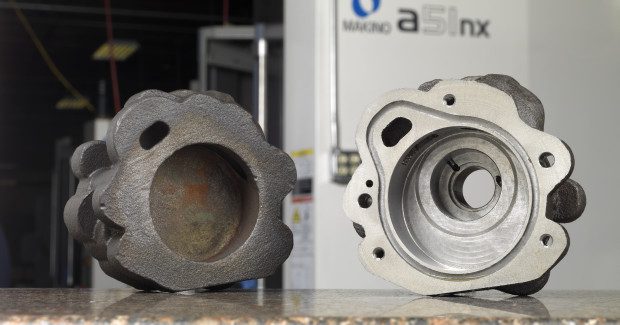
One explanation can be found in the HMC’s ability to perform batch machining, where parts are handled as a group to be machined at the same time. A horizontal machining center also provides additional access to the part. Multiple faces of a workpiece can be machined in a single setup. As a result, a part that may have six operations on a vertical machine can be completed in just two on a horizontal. Performing batch machining or having the ability to access multiple sides in one setup leads to better quality parts. The ability to reduce setups, handling and machining time make horizontal machines a great solution for low-volume, repeat work.
In addition, pallet changers are typically added to horizontal machining centers, enabling parts to be preloaded into fixtures and swapped in and out in seconds. This reduction in load and unload time minimizes out-of-cut time and labor requirements. Adding multiple pallets can also support automation, putting more work in front to the spindle and leading to unattended operation.
Rapid rates are another advantage on a horizontal machine — they are typically about 65 percent faster than verticals. Moves can be combined for parallel processing, slashing cycle times.
On a VMC, operators often have to stop the spindle for an extended period of time whenever a tool change or part changeover is required. However, horizontal machines can perform tool changes while indexing. On average, the tool change on an HMC is about 30 percent faster than it is on a VMC. So the more tool changes completed on a single part, the more opportunity there is to save costs.
Tooling can also save money. While the horizontal configuration provides shorter and more rigid tooling, it typically supports tool changers with greater capacity. With a tool capacity of 60 to 300-plus, all tools can be stored in the machine, saving time loading the tool changer. This is one of the features that enable a job on a horizontal machine to be set up and then left unattended.
Work zone is another consideration. A horizontal machine has more than four times the work surface as a vertical machine. This extra area lets operators set up more parts and amortize tool changes over these additional parts, reducing cycle time and cost per part. The ergonomics of the horizontal unit include convenient height, where the operator can load and unload parts while standing in an upright position. The workpiece sits at eye level, and a foot pedal on the floor enables the operator to rotate the part to gain access to the front and sides of the pallet.
Better chip flow is an additional attribute of horizontal machining, thanks to the orientation of the spindle, the through-spindle coolant and the chip evacuation. On a horizontal machine, gravity tends to pull the chips away from the part and out of the cut to the chip management area. These features affect not only labor but also the quality due to the advantages of chip removal and coolant management. While vertical machines are typically perceived as being more accurate in drilling and boring operations because they don’t have spindle droop and have fewer axes, the way they are constructed means that the chips can get stuck in deep pockets — causing recutting that affects the quality of parts and tool life.
All of these features impact direct labor costs. Because an operator does not need to stand in front of the horizontal machine all day tweaking tool offsets, loading and unloading parts and clearing chips, the labor saving coupled with the cycle-time reductions can be real equalizers. Personnel can be reallocated to other operations.
To accurately gauge a machine’s true cost, a manufacturer should consider all of the numbers when choosing a machine, for example:
- Cycle-time reductions
- Fewer setups
- Saving of costs in out-of-cut time
- Reductions in rapid rates
- Reduced labor requirements
Together, these can add up to anywhere from tens of thousands of dollars to hundreds of thousands of dollars in a year, depending on the application, and can quickly close the investment gap from the initial purchase price of a VMC versus an HMC. So when all costs are factored into the investment, a better-informed decision that is based on true ROI will ensure that shop remains globally competitive.
Ultimately, the manufacturer must choose the best equipment for its application. However, if you are running three or more VMCs in a production capacity and are considering upgrading equipment, it might be time to try a horizontal machining center to achieve the highest productivity and obtain the best value.
Subscribe to learn the latest in manufacturing.

Industry News






