Common CNC Grinding Mistakes
Proper grinding process parameters can eliminate a lot of the “black art” of CNC grinding. One critical variable is the grinding wheel being used and the dressing of the grinding wheel.
Posted: March 23, 2015



Have you ever heard the saying that “CNC grinding is a black art”? To some extent this is true, but with the proper grinding process parameters a lot of the “black art” can be eliminated and productivity and quality can be improved. While there are many variables that go into a sound grinding process, I would like to focus on the grinding wheel and the dressing of the grinding wheel.
MISTAKE 1: GRINDING WHEEL
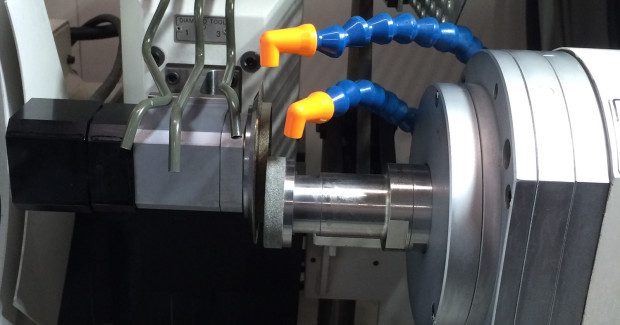
Over my 20 years of CNC grinding experience, one common mistake I see is not having the right grinding wheel for the application. The workpiece material, material hardness, and surface finish required must all be taken into consideration when choosing the correct grinding wheel. A grinding wheel is made up of the abrasive, which does the cutting, and the bond, which holds the abrasive in place. Just like sandpaper, the size of the abrasive is determined by the grit. The higher the grit number, the smaller the abrasive.
One common mistake is using too coarse of a grinding wheel for the surface finish required. A finer finish can be obtained by slowing down the dressing feedrate, but slowing down the dressing feedrate can also result in dulling the abrasive grain. A dull wheel results in more heat generation and more grinding forces, neither of which are good for productivity or quality. A finer grit wheel with sharp abrasive grains is always better than a coarser grit wheel with dull abrasives grains.
MISTAKE 2: DRESSING
Another common mistake is dressing too frequently. In many cases, with the proper grinding wheel specification multiple parts can be ground without the need to dress the wheel. The abrasive grain will become dull the more material it removes, but dressing every part is often not necessary. By reducing the frequency of dress, the cycle time is reduced and the grinding wheel and dressing diamond life are extended. This reduces the tooling cost per part and increases productivity.
The diamond dresser that is used to dress the grinding wheel can also have an effect on productivity and quality. A common method for dressing is using a single point diamond. A single point diamond will work fine as long as it is rotated frequently. Over time, the single point diamond will wear and develop a flat. Dressing with a single point diamond that has too large of a flat on it will result in dulling the abrasive grain on the grinding wheel when it is dressed.
In high-production applications, I would highly recommend a rotary dresser. Rotary dressing uses an electric spindle to rotate a diamond disc to dress the grinding wheel. Rotary dressing provides a more consistent dress as the diamonds on the dressing disc do not wear flats as quickly as a single point diamond.
For other tips on this and other CNC grinding applications, please visit my blog by clicking here.
Subscribe to learn the latest in manufacturing.

Industry News






