Metal Cutting Showcase Three
Our third review of some of the latest machine tools, software and related machining systems and accessories.
Posted: April 9, 2015







CRYOGENIC MACHINING & SOFTWARE INCREASE PRODUCTIVITY UP TO 5X
5ME (Cincinnati, OH) offers cryogenic machining technology and productivity-boosting software solutions that bring faster processing speeds, longer tool life and increased part quality to optimize productivity, cost and resource control and deliver better parts in shorter times with lower environmental impact.
“Cryogenic machining is particularly suited to the processing of tough materials like hardened/stainless/alloy steels, Inconel and composites that are commonly used in aerospace part production,” said Pete Tecos, the executive vice president of 5ME. “Its sustainability advantages include the elimination of coolants and associated equipment, no need to wash chips, reduced energy costs, and no fumes, mist, or slip hazards – all of which contribute to a safer, more healthy work environment. It is a data-driven process because we can monitor temperature, flow rates, speeds/feeds, tool life, removal rates and energy consumption to enable greener, cleaner and more profitable production.”
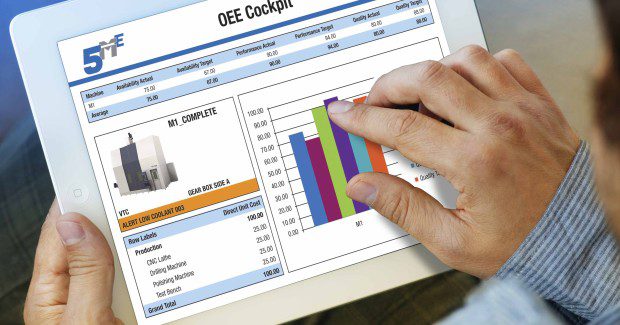
The new Freedom eLOG™ Dashboard module allows users to create personalized views of shop floor asset data and includes e$CORE™, a new report that provides a monetized version of manufacturing performance based on the six span-time categories as defined by the Association for Manufacturing Technology (AMT). As part of the Freedom eLog software suite, e$CORE provides full transparency into manufacturing gains or losses in terms of dollars, putting the amount of money being saved or wasted in the manufacturing plant at management’s fingertips.
A new hardware module, the Freedom Digital Interface (FDI) with integral MTConnect, allows shops with legacy equipment to monitor machine tool performance using Freedom eLOG or other MTConnect monitoring software. Freedom eLOG automatically extracts critical manufacturing data to produce web-based reports and analytics on asset utilization, availability, performance, quality and OEE. It is brand, asset and process agnostic and is MTConnect-compliant. The software integrates seamlessly with ERP, MES, maintenance and quality business systems and can be accessed anytime via smartphone or tablet device. Shops using Freedom eLOG have reported productivity improvements of up to 50 percent through real-time monitoring and analysis, machine diagnostics, and a comprehensive array of manufacturing metrics.
5ME, 4270 Ivy Pointe Boulevard, Suite 100, Cincinnati, OH 45245, 586-202-3285, pete.tecos@5ME.com, 5me.com.
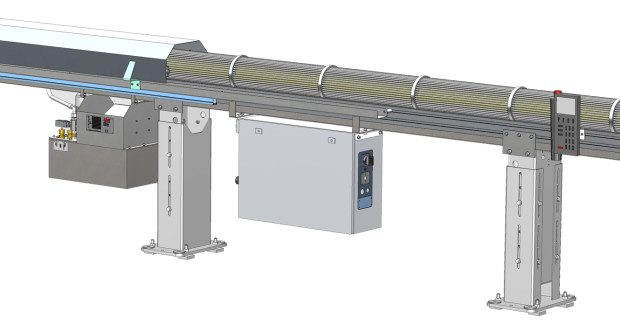
TAILOR-MADE BAR FEEDING SOLUTIONS
The Tryton Watch Industry bar feeder from LNS Group (Orvin, Switzerland) is dedicated to high precision lathes with a bar diameter range of 1 mm to 7 mm and is tailored to the needs of the micromechanics industry and watchmakers at a competitive target price. These units can load bars 24 hours a day, seven days a week, to optimize the production cycle.
LNS also offers the entry-level Alpha 552 bar feeder that provides extreme reliability. Its mechanical beam gives the bars optimum stability and its long guiding elements provide optimal guiding and dampening. A reinforced front leg guarantees improved rigidity. The Alpha 552 can process bars with a diameter range from 5 mm to 52 mm and a length up to 4.2 m. Handling in the Alpha 552 is easy, as the “Quick Change System” allows the operator to replace guiding elements without any tool. The HMI touch screen is user friendly, with enhanced memory and many supported languages. The Alpha 552 also meets the highest safety standards.
LNS America Inc., 4621 East Tech Drive, Cincinnati, OH 45245, 513-528-5674, Fax: 513-528-5733, sales@LNSamerica.com, www.LNS-america.com.
ADVANCED HONING SYSTEMS FOR FLEXIBLE PRODUCTION
Sunnen Products Company (St. Louis, MO) introduces digital control of spindle speed, power-stroke speed and extra strokes on its new SH-2000 job-shop honing machine, designed as an affordable and flexible tool for bore sizing/finishing on a wide variety of parts. The new Siemens PLC/HMI brings efficiency advantages to a machine platform proven to have wide appeal in operations where parts, material types, and setups must change frequently and efficiently.
The SH-2000 is ideal for medium to high production of parts with bore diameters from 1.5 mm to 102 mm (0.060 in to 4 in) in power-stroke mode. It is capable of processing an exceptional variety of part sizes, configurations and weights with its standard universal honing fixture or optional application-specific fixtures. The 2.25 kW (3 hp) spindle drive delivers 200 rpm to 3,000 rpm, adjustable in fine increments. The 0.75 kW (1 hp) stroker drive produces stroke rates of 60 spm to 350 spm, with stroke lengths of 6.8 mm to 170 mm (0.236 in to 6.7 in). Power stroking ensures constant stroke length and stroke rate, and the machine’s standard zero-shutoff and optional automatic size control (ASC) allow high production rates with precise control of bore size, finish and geometry.
The new PLC control enables capabilities such as in-cycle speed changes, “slow extra strokes,” ASC (automatic size control) before cycle start, ignore ASC alignment error, ignore oversize workpiece and stroke count honing. Machine diagnostics are available via the control. The new digital honing indicator switches from inch to metric with a touch of its screen. The SH-2000 easily handles parts with multiple-land and tandem bores, keyways, splines, blind ends and thin walls. It can use all the same tooling and fixturing as predecessor EC and ML machines.
Options for the SH-2000 include ASC, which uses a sensing probe slightly smaller than the bore to be honed. When the sensing probe is able to slip into the bore, it automatically stops the honing cycle. ASC compensation allows fine tuning of size by adding extra strokes after the probe enters the bore, providing more effective targeting of the nominal diameter in high-Cpk production environments. Other options include custom workholding fixtures, gimbal fixtures, long support bars and a spindle adapter to allow use of high-production MMT tooling. The standard 30-gallon settlement tank for coolant can also be upgraded to a 32 gal filtered system. A true global platform, the SH-2000 can be equipped to meet both U.S. and European safety requirements.
From its advanced styling and touchscreen HMI to its digital repeatability, the SH-4000 is barely recognizable as the successor to a line of general-purpose honing machines that boasts 2,400 units in shops across the world. This next-generation of power-stroked honing machines merges a Siemens touchscreen PLC and digital-servo drives with a patent pending servo-hybrid tool feed system, extreme repeatability, and clear adjustable guard/light curtain for faster, operator-friendly setups.
The SH-4000 is engineered as an easy-to-use, flexible hone for medium to high production of parts with bore diameters from 1.5 mm to 102 mm (0.060 in to 6.50 in). It is capable of processing a wide variety of part sizes and configurations, and cutting all kinds of materials quickly and efficiently. It features a 4.1 kW (5 hp) spindle drive and 1.1 kW (1.5 hp) stroker drive with 400 mm (15.75 in) stroke length. Spindle speed is infinitely adjustable from 200 rpm to 3,000 rpm, with stroke rates of 10 spm to 550 spm.
With 45 percent fewer parts and greater reliability than its mechanical predecessors, the SH-4000 introduces patent-pending digital-servo tool feed and cutting pressure control for consistent, predictable performance throughout the pressure range. Cutting pressure can be adjusted in 4.5 N (1ft-lb) increments to a new maximum of 2,224 N (500 ft-lb), double the maximum of earlier models. The digital system provides superior feed control at low pressures for improved honing results with small-diameter parts. The higher cutting pressure, plus two-step honing capability, ensures short cycle times. Two-step honing allows high stock removal coupled with a precise finish step, all in one operation. In addition, the new tool feed system includes 20 mm (0.79 in) additional travel for increased diameter range when using high-production MMT tooling.
The new servo ballscrew stroker delivers extreme precision and repeatability for honing in blind bores, while a longer stroke length of 400 mm (15.75 in) allows the new machine to take on deeper bores. For fastest setup, the machine’s stroking system can be controlled with a joystick on the operator station. The SH-4000 can use all the same tooling and fixturing as predecessor EC and ML machines, and a new true-running spindle with direct collet connection allows quick setup or changeover with MMT tooling. A quick-setting runout-adjustable adapter allows installation of standard Sunnen tooling, such as K mandrels. Side access to the workzone enhances operator ergonomics during setup and facilitates integration with part-handling automation.
The Siemens 225 mm (9 in) touchscreen control features infinite part program storage and intuitive setup and run screens to allow inexperienced operators to run the machine as efficiently as a veteran. A new digital honing indicator is user-configurable. Standard control features include saved setups, zero shutoff, stone wear compensation, feed speed regulation (stone saver), two-step feed, spindle reverse, speed changes while in cycle, inch/metric selectable units, system diagnostics, cycle dwell, in-process short stroking and 13 operator languages. The SH-4000 easily adapts to floor space limitations with an electrical cabinet that can be specified on the rear or either side of the machine. Generous free space in the enclosure is provided for integrating automation components.
The standard coolant system is nearly 70 percent larger than earlier machine models at 208 l (55 gal), and designed for easy maintenance. It is equipped with quick-disconnect lines and level gauge, and removes from the front on casters. Other user friendly standard features include an integrated tray for parts/gages, standard tooling adapter, an electric foot pedal for setup and truing of mandrels, a mandrel runout indicator, and a universal honing fixture. Options include an ultra-precision collet spindle, coolant magnetic separator, automation electronics package, automatic size-control unit, cycle time control, long fixture support bars and more. A true global platform, the SH-4000 also complies with U.S. and European safety requirements.
The new HTR all-electric job-shop tube hone combines servo precision and cycle-automation features with constant spindle power and 0.1 mm (0.004 in) stroke repeatability to efficiently hone blind bores or correct tight spots in a bore without operator intervention. Designed and equipped to hone the wide variety of parts encountered in a job shop, the machine handles bore IDs up to 900 mm (35.41 in). Its modular design can be configured for stroke lengths from 2.5 m to 14 m (8 ft to 46.2 ft).
Critical for job-shop versatility and productivity, the HTR’s 12 kW (16 hp) spindle motor, combined with a four-step gearbox, produces a constant power band through the entire speed range of 10 rpm to 470 rpm for fast metal removal. The standard servo rotary tool feed can also function as a push-feed system with an optional drive shaft that converts rotary to linear motion, allowing the machine to handle the full range of Sunnen heavy-duty and two-stage tools. Tool overload monitoring ensures optimal stock removal rates, while protecting the tool and workpiece. Precision stroke position and repeatability are ensured with a servo rack-and-pinion stroking system. It drives the spindle carriage at speeds of 0.1 m/min to 48 m/min (4 ipm to 157 fpm) on hardened and ground ways with a 10.2 kW (13.6 hp) servomotor, giving the machine plenty of power to handle superabrasives for fast material removal.
The HTR’s design eliminates all hydraulics to vastly reduce maintenance, noise, leakage and heat, as well as system hysteresis due to hydraulic oil heating up. The machine’s 305 mm (12 in) Windows® touchscreen PC control manages all machine functions, including stroke speed/position, tool feed, spindle speed, stone wear compensation and cutting pressure. Standard control features include size lock, automatic bore geometry correction, recommended setups, tool overload protection, spark out, spindle jog and short stroke. The control can store up to 900 different part programs and be configured for 13 languages.
The HTR’s optional easy-to-setup fixturing is available in two ranges for parts 40 mm to 600 mm (1.6 in to 31.8 in), and parts 50 mm to 810 mm (2 in to 31.8 in). Part weight capacity is 6,000 kg (13,230 lb) and 8,000 kg (17,640 lb), respectively. The fixtures ride on a linear bearing system to allow easy positioning. Multiple coolant system configurations are available to tailor for process requirements. Other options include in-process gaging, tapered-bore capability, various coolant systems, part rotation device, moving steady rests for 2 m and 4 m models, two-stage honing, air conditioned electrical cabinet and CE compliant safety system. The HTR is the latest addition to the Sunnen HT tube hone series, which includes nine models suited for every job.
Sunnen Products Company, 7910 Manchester Road, St. Louis, MO 63143, 314-781-2110 x2341, Fax: 314-951-2718, bdavis@sunnen.com, www.sunnen.com.
Subscribe to learn the latest in manufacturing.

Industry News






