Metal Forming & Fabricating Showcase Two
Our second review of some of the latest metal fabrication machinery, systems and accessories.
Posted: April 9, 2015












HEAVY GAGE CUT-TO-LENGTH PLATE LINES
Red Bud Industries (Red Bud, IL) is a leading manufacturer of heavy duty Heavy Gage Cut-To-Length Plate Lines that include unique features that minimize personnel and reduce set up time and material handling, optimize throughput and produce more tons per hour. These Heavy Gage Cut-To-Length Plate Lines can process material thickness up to .750 in (19 mm) at material widths up to 96 in (2,438 mm) and coil weights up to 90,000 lb (41,000 kg). These systems include state-of-the-art guarding and an industry leading 5-Year Warranty. Line equipment includes:
- Coil storage/Dual Uncoiler with regenerative drive braking
- Coil prep area/fully automatic “hands free” coil loading
- “Deep plunge” heavy gage plate flatteners with “pop top”
- Brush/vacuum Dust Collector
- Heavy Gage Grip and Roll Feeds
- “Accu-Square” Shears
- High Speed Drop Stacker with “scrap puller”
- “Lift Type” Conveyors
An In-Line Stretcher Leveler with Suregrip® technology can also be incorporated into a Cut-To-Length/Blanking Lines to produce panel flat stress reduced blanks. The Stretcher Leveler stretches the material sufficiently to exceed the yield point in all the fibers of the strip from top to bottom and from edge to edge, thus equalizing internal trapped stresses throughout the material. A Temper Mill elongates the strip 1½ percent or 2 percent, while a Stretcher completes its work with usually only .3 percent to .5 percent elongation. As a result, Stretchers have very little impact on the metallurgical properties of the material. In addition, the Stretcher Leveler will produce the ultimate in flatness, effectively removing edge wave and center buckle from the material. Suregrip guarantees there will be no slippage of the material while stretching, no matter the thickness or whether the material is oily or dry.
Stretch Leveling produces flat material that stays flat even after laser cutting, notching, punching, or subsequent shearing operations. In addition, these systems have a lower initial purchase price, as well as a lower maintenance cost, than Cut-To-Length Lines utilizing Temper Mills. Besides providing “dead” flat blanks for use in critical cutting and welding applications, the Stretcher Leveler can be used to efficiently reclaim secondary material and convert it to prime. Red Bud has been building Stretcher Levelers since 1986 and has sold almost 40 Stretchers sold worldwide. These systems are rated at material thicknesses up to .750 in (19 mm) at widths up to 96 in (2,438 mm).
Red Bud Industries, 200 B & E Industrial Drive, Red Bud, IL 62278-2198, 618-282-3801, Fax: 618-282-6718, rbi@redbudindustries.com, www.redbudindustries.com.
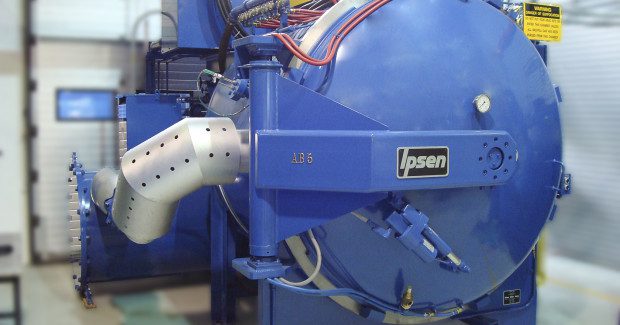
HIGH PRECISION HEAT TREATING FURNACES
With the aerospace sector’s demand for a variety of quality parts, companies continue to rely on Ipsen USA (Cherry Valley, IL) for high-performance heat treatment equipment that is capable of meeting their specific needs and specifications. Regardless of the process being run or the type of parts being treated, these versatile product lines have the capabilities to meet a wide range of requirements. Three different furnace models were recently purchased to fulfill the diverse needs of the aerospace industry, with two heat-treating vacuum furnaces being shipped to Texas and a third furnace going to the United Arab Emirates. While all of these furnaces will be used to process aerospace parts, they all varied in size and model, as well as the type of parts they will produce:
A Horizontal TurboTreater® with 6-bar partial pressure will be used to process fasteners. This specific furnace features 36 in x 36 in x 48 in (914 mm x 914 mm x 1,219 mm) all-metal hot zone with a 3,000 lb (1,361 kg) load capacity. It operates at temperatures of 1,000 deg F to 2,400 deg F (538 deg C to 1,316 deg C) with ±5 deg F (±3 deg C) temperature uniformity. A Horizontal MetalMaster® with 2-bar partial pressure will be used to process engine parts. This specific furnace features 24 in x 24 in x 40 in (610 mm x 610 mm x 1,016 mm) all-metal hot zone with a 1,500 lb (680 kg) load capacity. It operates at temperatures of 1,000 deg F to 2,200 deg F (538 deg C to 1,204 deg C) with ±10 deg F (±5 deg C) temperature uniformity. A Titan® H4 with 2-bar absolute pressure will be used to process parts for gas turbines. This specific furnace features 24 in x 28 in x 48 in (610 mm x 710 mm x 1,220 mm) all-metal hot zone with a 2,000 lb (900 kg) load capacity.
All Ipsen heat-treating equipment can handle individual customer processes and is capable of meeting Nadcap and AMS 2750E requirements. The company helps to simplify compliance with aerospace industry specifications by providing expert-created resources that cover a variety of topics, including furnace classification, AMS 2750E, Nadcap and more.
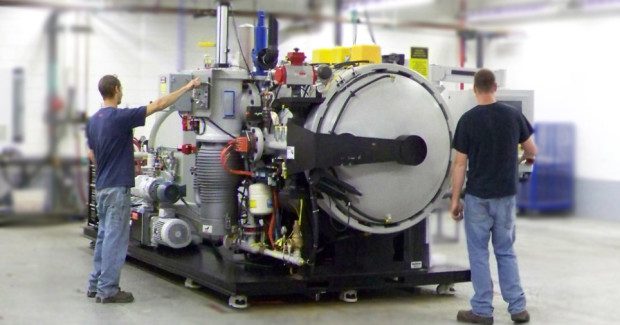
Another Titan H2 with 2-bar quench was shipped to a continuous casting manufacturer located near Shanghai, China, as part of a collaborative 3D printer-furnace package. This furnace will be used to process printed steel part prototypes and assist in furthering new research and development projects. This thermal processing vacuum furnace was purchased as part of Ipsen’s partnership with a global provider of 3D printing machines and printed products in a collaboration that helps provide customers with the ideal 3D printer-furnace package. Since the partnership began, several 3D printer-furnace packages have been sold to companies throughout Europe and North America. This was the first combination to be sold to a company in China.
The Titan line is a self-contained, skid-mounted system that installs in just one day. Designed for ease of use, it is perfect for first-time heat treaters and experts alike, with a standardized, simple-to-master control system that operates in 20-plus languages, meets global industry standards, switches easily between units of measure and stores up to 1,000 recipes. Overall, the Titan is an extremely versatile furnace that is able to handle a number of different processes, including annealing, hardening, brazing, sintering, tempering and more.
During assembly of the Titan vacuum furnace at the Cherry Valley facility, the customer visited the site to receive hands-on installation and operation training. The furnace was then shipped to Kentucky’s CVG Airport. From there, its modular and compact size allowed it to be easily loaded upon a plane and shipped to China. Even though this is the Chinese manufacturer’s first 3D printer and first vacuum furnace, Ipsen’s office located nearby in Shanghai gives them immediate access to support whenever necessary.
Other customers can also take advantage of Ipsen’s Global Support Team that facilitates on-site installation, expert training and start-up assistance from the moment of delivery through the entire lifespan of the equipment.
Ipsen USA, 984 Ipsen Road, Cherry Valley, IL 61016, 815-332-4941, Fax: 815-332-4549, www.ipsenusa.com.
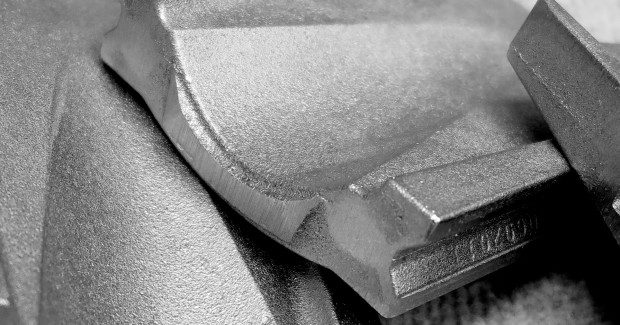
PRE-SQUARED TOOL & MOLD QUALITY ALLOY STEEL
Established in 1926, Diehl Steel (Cincinnati, OH) offers its popular Accu-Square™ tool, mold and alloy steel that is delivered pre-squared on all six sides to each customer’s specified tolerance range. It saves tool, die and mold makers’ time by reducing or eliminating the need for further squaring of the blocks. Mold quality, free machining Marshalloy MQ®/FM pre-hardened alloy steel is a premium P-20 produced through a proprietary melting and refining process and is suitable for plastic injection mold applications as well as short run tools and dies. It shows superior cleanliness, polishability, machinability, uniformity and hardenability.
The unique characteristics of Marshalloy MQ/FM allow it to be polished to an extremely high finish. The material is tested to rigorous standards to ensure uniformity of structure and exceptionally low inclusion levels. It is decarb-free and stress-relieved, making it ideal for EDM processes. Prehardened to 262/321/BHN, the balanced composition ensures uniform cross-sectional hardness and maintains the specified hardness throughout the plate. Minimum variation within any plate is 30BHN.
Diehl Steel is an international supplier of quality tool steel, alloy steel, CPM® powder metal, mold steel, carbon steel, stainless steel and aluminum products and services that offers standard and custom cut and machined sizes of flats, bars, squares, sheets, plates, drill rod, hollow bar and rounds. The company focuses on serving the rapid turn-around needs of the tool and die, mold shop, machine shop, and OEM industries, typically shipping in-stock items in 24 hours to 48 hours.
Diehl Steel, 800 East Ross Avenue, PO Box 171010, Cincinnati, OH 45217, 513-242-8900, www.diehlsteel.com.
HIGH PRECISION TUBE BENDER FOR SMALL-BATCH & PROTOTYPE PARTS
Unison Ltd. (Scarborough, UK) offers what is believed to be a unique concept on the tube bending automation market: the Evbend machine greatly reduces the entry costs to precision rotary draw tube bending by using manual operations to feed and rotate tubing and apply the bending force, but with smart CNC-controlled braking on the carriage feed, rotation and bend arm axes to ensure part shapes are formed with the highest accuracy.
This development is a re-engineered version of an existing machine called Evbend that used a concept that was originally developed by a UK engineer in the 1980s. Unison acquired the intellectual property for Evbend in February 2014 and has now re-engineered the machine to add a modern programming and operational control user interface and to enhance manufacturability. The new Evbend 1000 is the simplest high precision CNC tube bending solution available today for small-diameter tubing up to 22 mm. The Evbend bending technique – and the rigidity of the machine – are ideal for producing high-precision tubular parts in a low volume production environment. Since its introduction in the 1980s, it has attracted a large user base, with more than a hundred machines sold worldwide, predominantly into aerospace and motorsport sectors for small-batch production, prototyping, and for repair or reverse-engineering purposes.
Manual operation makes Evbend exceptionally versatile, simple and safe. There is almost no limit to the intricacy and multi-bend complexity of tubular shapes that can be formed thanks to the machine’s ultra-compact bending head and the versatility that manual operation brings to the manipulation process. However, the sheer ease of use of Evbend is probably the machine’s strongest selling point. There is no complex user interface to learn. Operators can typically grasp how the machine works within minutes.
Users can create bending programs in two ways. First, by entering the standard tube bending information (XYZ/YBC values, or the distance tube is fed out, rotated, and the angle of bend) into dialog screens on the Evbend’s Windows operator interface; this data can also be transferred from a coordinate measuring machine. Alternatively, users can program the machine using a teaching mode. This latter method is particularly powerful: it is so simple to use that a part can be reverse-engineered by bending and comparing a tube against an existing part – with the user capturing the underlying material feed, rotation, and angle of bend information as the desired points are reached.
Once the bend data is entered the user can start bending parts, under the interactive guidance of the machine. Evbend’s new touch-screen HMI displays the actions required in sequence, with real-time feedback of positional data as tubing is fed, rotated or bent. The precision and repeatability of these feed, rotation and bending operations is assured by a smart electromagnetic braking system. Encoder feedback on each axis ensures that all movements are made with extreme precision. Evbend’s pneumatically controlled mandrel is automatically applied during the bending cycle, with programmable control over mandrel withdrawal.
The standard machine is supplied with a right-hand bending head. However, Evbend can also perform left-hand bending with the addition of an optional second bending head. The major element of the upgrade to the Evbend machine is the provision of a state-of-the-art Windows HMI that replaces a previous dedicated controller and operator interface that required the connection of a separate PC to run the bending program database. The new HMI meets the demands of existing users for a fully integrated machine and brings many attractive new features to this tube bending machine concept, including greatly improved graphics, touch-screen control, simple integration into factory networks, and access to powerful CAD tools and interfaces for the automated creation of tube bending programs. The new HMI is also available as a retrofit for Evbend’s existing user base in aerospace, motor racing and other precision tubular manufacturing sectors.
“We are truly delighted to have secured the rights to this versatile precision bending machine. It’s a great complement to our well-known range of all-electric tube benders,” says Alan Pickering, the chief executive officer of Unison. “We have not yet found a part shape that cannot be formed on the machine, and the addition of our new HMI substantially extends the ease of use and production efficiency of the machine.” The company is also working on a larger version of the Evbend machine that will apply power assistance on the bending axis to allow tubing of up to 50 mm (2 in) diameter to be manipulated.
Unison Ltd, Faroe House, Thornburgh Road, Scarborough, YO11 3UY, UK, +44 (0)1723 582868, enquiries@unisonltd.com, www.unisonltd.com.
POWERFUL, LIGHTWEIGHT CORDLESS 6 INCH CUTTER
Walter Surface Technologies (Windsor, CT) offers the heavy-duty, lightweight Zipwheel cutter, the most powerful cordless cutter that can drive a 6 in cutting wheel. The Zipwheel cutter is specifically designed for metal workers who are consistently on-location without access to a power supply. This unique tool utilizes the latest battery technology and features an exclusive Ventilated Charging System. The system comprises of an 18V/5.2Ah battery, the strongest battery on the market today, allowing workers to perform more cuts between charges. In addition, the ventilated charging station quickly charges the battery while also extending its life by keeping it cool during the charging process.
The Zipwheel cutter provides unrivalled efficiency and reliability as it leverages state-of-the-art technologies, including Dynamax electronics for rpm control and consistent speed under load, beveled gears to reduce noise, and a front retaining plate and rear bushing to prevent misalignment and reduce vibration. “This one tool will reduce downtime by allowing users to make more cuts between recharges,” said Stephane Drainville, the product manager at Walter Surface Technologies. “And with the Ventilated Charging System, battery-life is extended too, all of which leads to reduced production costs. Furthermore, the ability to use a 6 in cutting wheel on a cordless cutter easily increases performance and production rate. This is the ultimate tool for on-location workers.”
The Zipwheel cutter is designed to be used with the high performance Zip family of cutting wheels. By combining both products together, users have the perfect cutting technology in hand. The Zipwheel cutter is available in 4½ in | 5 in and 6 in diameters in an exclusive starter kit for a limited time. For more details on the Zipwheel cutter, contact your local representative or distributor.
Walter Surface Technologies, 5977 Trans-Canada Highway, Pointe-Claire, QC, H9R 1C1, 514-630-2800, sing@walter.com, www.walter.com.
CONCAVE BLADES CUT WIRE, ROD, TUBE, PIPE, BAR & PROFILES
The Wheelabrator Group, Inc. (LaGrange, GA) has introduced a new concave blade for its 35 Ezefit blast wheel that achieves a narrow blast pattern and a uniquely tight ‘hot spot’ at high abrasive speeds. This blade design is perfect for blast machines processing narrow workpieces, such as wire, rod, tube, pipe, bar or profile, providing better cleaning straightaway and fewer multi-passes.
The new blade with its distinct concave design has already solved a major issue at Nucor Steel’s cold-drawn bar line in Darlington, SC, where the team assembled around maintenance supervisor Stan Thompson was hoping to increase the line speed to more closely match the downstream bar draw, but their 25-year-old blast machine simply couldn’t keep up. To achieve more concentrated and efficient coverage of the small-diameter cold-drawn bar, the team initially introduced a standard direct-drive 25 Ezefit blast wheel to use with intensifier plates, but still couldn’t achieve the desired abrasive velocities or flow.
“We knew that simply installing more powerful blast wheels to achieve the high velocities we needed wouldn’t get round the problem – it would likely tear apart the machine or cause significant wear issues down the road,” noted Thompson. “What we needed was an elegant solution that would give us a clean, tight blast pattern, as well as high abrasive velocities and flow.” The concave blade was the solution that Stan had been looking for. The old machine’s four 17 BD 195 blast wheels were exchanged for four 50 hp Ezefit blast wheels with the new blades. And because the blades are now creating the narrow blast pattern on their own, any expensive intensifier plates could be removed.
The blast machine is now capable of keeping up with the downstream equipment’s line speeds and no longer presents a bottleneck in production at Nucor Steel. The concentrated blast pattern means the blast process is more efficient, leading to less abrasive consumption and better overall part cleaning. “These concave blades allow us to do something that we weren’t able to do before – and do it faster and better. But they’ve also significantly cut down our maintenance time and part costs, due to less wear and tear on the machine and a simpler set-up. The abrasive is now going exactly where we need it to go, on the bar, rather than wearing out cabinet liners and casings.”
These blades are exclusively available on 35 Ezefit blast wheels from Wheelabrator and can be fitted as part of a strategic equipment upgrade on Wheelabrator and non-Wheelabrator equipment alike.
Wheelabrator Group, Inc., 1606 Executive Drive, LaGrange, GA 30240, 706-884-6884, Fax: 706-845-0792, info@wheelabratorgroup.com, www.wheelabratorgroup.com.
Subscribe to learn the latest in manufacturing.

Industry News






