Virtual Roll Forming: How to Tame High-Strength Steel During the Roll Forming Process
Roll forming high-strength steel was once a major hurdle. But now, finite element analysis shows us what happens to steel moving from one pass to another, detecting problems that lead to design changes so that we can deal with most of the roll forming process weaknesses before building the tooling.
Posted: July 13, 2017




Roll forming high-strength steel was once an incredibly challenging endeavor. Technology and industry innovations have eased the burden, allowing the manufacturer to use thinner gauge steel while maintaining a stronger and lighter part. High-yield or high-strength steel (defined as yield between 80 ksi and 220 ksi) is desirable because, as you may have already guessed, it’s stronger but lighter. When particular components of a product are lighter, the entire structure becomes lighter and the strength is not compromised. We recently built a set of tooling to produce rocker panels for an automotive car parts manufacturer using high-strength steel. The customer provided a tension-leveled coil for testing. The tooling was able to produce a good part during the initial trial, so the tooling was shipped to the customer.
A couple of months later, we received a call that the finished part being produced by the tooling was out of tolerances. During a visit to their plant, our team discovered there was a difference in the shape from one rocker to another or even within the same rocker! An unformed piece of metal cut from the coil was laid on the floor and it did not sit flat … one corner was twisted over one inch in the air, there were wavy edges and a pattern of convexity and concavity in the middle of the piece. The difference was in the coil and there was no adjustment that could be made to this particular coil. Coil from the steel producer that provided material for testing at our facility was used and the tooling is once again producing rocker panels within the acceptable tolerances.
Because products roll formed with high-strength steel are thinner and lighter, but just as durable, it reduces cost. Various industries benefit from using high-strength steel. The automotive industry is increasingly using high-strength steel to produce cars that are lighter, safer and more fuel efficient. Steel is strengthened by various methods, including alloying and/or heat treatment. Alloying changes the chemical composition of steel to improve its properties or meet requirements of a given process. Heat treatment changes the physical and mechanical properties of steel, without changing the shape. Usually these high-strength steels have higher yield, but are less ductile. This must be taken into consideration when designing the roll tooling, especially for the automotive industry, where tighter tolerances and minimal end flare are required.
As with the earlier example, steel quality directly affects the forming of high-strength steel. The variations within the same coil or from coil to coil represents a challenge for roll tooling designers. Steel manufacturers and the automotive industry are aware of these issues. There is a continuous and increasing effort to improve steel quality by using different alloys and heat treatment. Running coil through a process known as tension leveling helps as well. Tension leveling pulls the material beyond its yield point to permanently change material shape and make it flat.
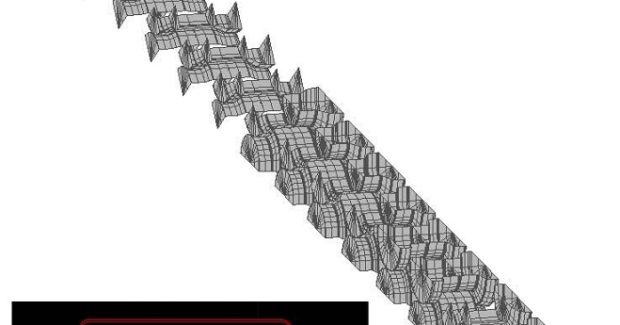
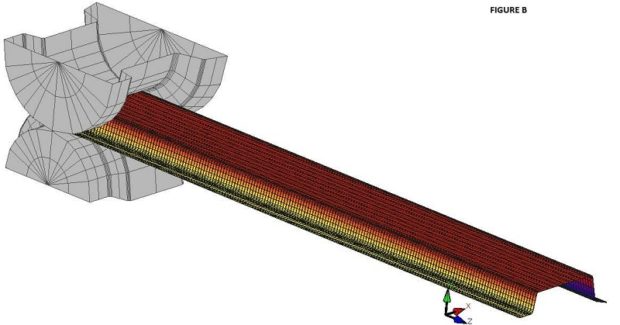
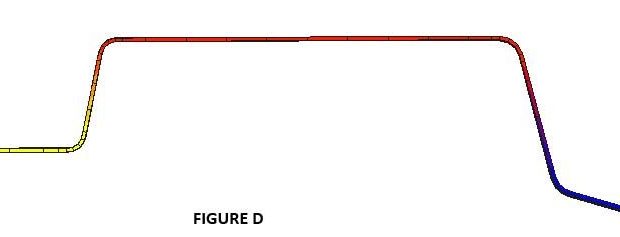
We use FEA (finite element analysis) to prove the roll tooling to be accurate during the design phase. FEA is tailored to serve the roll forming industry. Known as a “virtual roll forming machine” (see Figure A), it shows what happens to steel moving from one pass to another, detecting problems that lead to design changes (see Figures B, C). Engineers continue adjustments and re-running material through the virtual roll forming machine until it produces an acceptable part (see Figure D). With FEA, we can deal with most of the roll forming process weaknesses before building the tooling. Before FEA, we designed tooling based on its experience, fabricated the rolls, ran tests on the floor and then worked through changes. These changes usually led to expensive re-works of rolls or designing new rolls.
Even with FEA, steel quality is an important consideration to producing parts within specified tolerances. FEA assumes that the steel coils are of the highest quality in terms of chemistry, flatness and camber, and that the roll forming equipment is of the highest quality and operated by well trained personnel. For now, roll forming high-strength steel is more accurate than ever before. Because of that, the demand is increasing. More innovations will surely follow.
Subscribe to learn the latest in manufacturing.

Industry News






