One Fine Surface: Getting Into Gears
Take a closer look at how these innovative, flexible and highly productive gear grinding and shaping systems reduce changeover times and floor space required for job shops competing in the hypercompetitive aerospace, automotive and other high precision sectors where speed and costs are crucial.
Posted: August 10, 2017










INTERNAL GEAR TOOTH PROFILE GRINDING
A new internal gear tooth profile grinding technology introduced by Liebherr Gear Technology (Saline, MI) is based on their proven OPAL grinding technology and involves a belt drive spindle that can be fitted to their standard GH 4.0 grinding head, as well as to their new GH 5.0 and GH 6.0 grinding heads. Initially, this internal gear grinding arm is available in two different sizes, while others will follow shortly. Custom internal gear grinding arms can be developed to match user workpieces. Gear grinding to quality standards is feasible for internal gears using a range of different grinding arms that each fit the GH 4.0, GH 5.0 and GH 6.0 grinding heads.
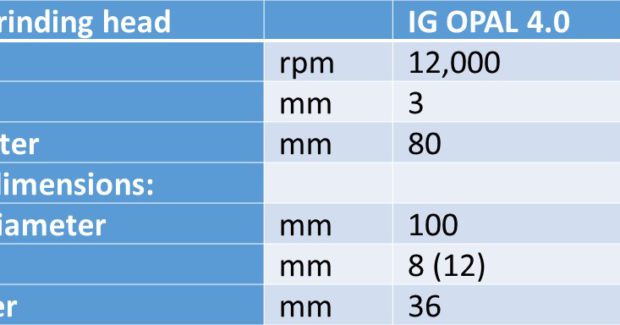
“Simple changeover between external and internal gears takes a maximum of half an hour,” explains Dr. Hansjörg Geiser, the head of the gear cutting machinery development and design engineering at Liebherr. “You detach the external gear grinding disk or worm, hang the internal gear grinding arm on the hardened stop bars to ensure repeat accuracy and fix it in place with a handful of screws, then tension the belt-drive disk and the belt and attach the cover.” Internal gears can then be ground using a grinding disk of 100 mm or 125 mm diameter – an innovation. The external gear grinding head does not have to be touched, and external gear grinding quality is again the same as before once the internal gear grinding arm has been detached.
IG Opal 4.0 is the name of this innovative system, which functions at a maximum spindle speed of 12,000 rpm. A larger version, the IG Opal 4.1 that features a maximum grinding disk diameter of 125 mm, is also already available. Both arms were successfully tested using CBN and corundum disks. Where dressable grinding disks are used, the internal gear grinding arm travels up to the grinding dresser that is also used for external gear grinding. All internal gear grinding arms are modelled in 3D and can be used in very confined spaces.
“Collision inspections are simple and extremely reliable,” emphasizes Andreas Mehr, who is responsible for grinding and shaping technology development and consultancy at Liebherr-Verzahntechnik GmbH (Kempten, Germany). “This means small diameter internal gear teeth can also be machined quickly and easily.” Liebherr-Aerospace, which uses Liebherr gear cutting machinery to manufacture their own components, is one of three first buyers of this new technology. As in the case of external gears, this new internal gear teeth technology works with a multi-rib grinding disk system that can rough grind and finish grind, which is particularly important to users in the aerospace industry who regard speed and costs as important. Grinding disks made of dressable corundum or electroplated CBN can be used in conjunction with the spindle. These disks are manufactured at the Liebherr plant in Ettlingen, Germany.
COMPACT, FLEXIBLE GEAR SHAPING
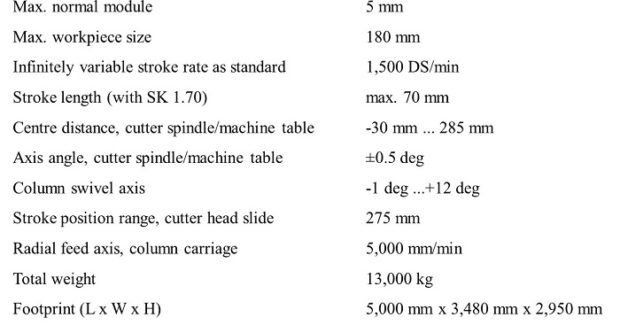
Liebherr has also expanded their machine portfolio for small workpieces with the new small footprint (Platform 1) LS 180 F shaping machine that is equipped with an electronically operated, movable cutter head slide. This machine can shape smaller gears in different axial positions with only short setup times. The machine is likely to be of interest for job shops, especially those with aerospace work. It is highly productive, capable of up to 1,500 double strokes per minute and can process workpieces up to 180 mm diameter, maximum module 5 mm. Shaping continues to be the gear manufacturing process of choice for gears to be part of transmissions with minimum available space: for example, cluster gears with limited cutter overrun can be machined in one clamping in this new machine, avoiding additional setups.
Previously, only larger machines could accommodate such flexible applications because smaller shaping machines did not feature the necessary movable cutter head slide. The LS 180 F now provides the right size of machine with a lot of features for small workpieces, too. Its new cutter head design also enables workpieces with both internal and external gear teeth to be machined in the same clamping operation. To accomplish this, the machine is equipped with a twin-track cam as standard. The LS 180 F continues to be available with a mechanical helical guide. This new version is also compatible with older versions, meaning that existing helical guides and removal cams can be used with the LS 180 F.
“One actual application is a component used to adjust aircraft landing flaps,” notes Dr. Mehr. “Every component features three gears that have to be positioned quite accurately to each other. That is why it is absolutely necessary to machine the entire gear tooth machining procedure in one clamping.” But there are also potential users for this LS 180 F in pump manufacturing, as well as in the motorbike and tractor industry. “This machine is extremely versatile,” adds Dr. Mehr. “Given its high stroke rate, this machine can produce small quantities very cost effectively.” The LS 180 F combines the small footprint of the Platform 1 with applications that were previously only feasible using larger machines. The LS 180 (without vertical cutter head slide) is on schedule to be redesigned and an LS 180 E (with electronic helical guide and movable cutter head slide) is also on schedule to be designed from scratch.
“Ultimately, we will be able to offer the same maximum flexibility in the smallest machine class as we have only been able to do with larger machines to date,” states Dr. Geiser.
Liebherr Gear Technology, 1465 Woodland Drive, Saline, MI 48176, 734-429-7225, www.liebherr.com.
FACE GRINDING
DVS Technology America, Inc. (Plymouth, MI) introduces their DDG (Diskus Defined Grinding) face grinding technology that permits users to precisely define material removal on shouldered and non-shouldered faces. This technology is being used on their new machine platform DFine. This way, the interaction between machinery and technology opens up a host of new possibilities in terms of the perpendicularity of machined faces to reference diameters. In the same way, defined axial step dimensions of shouldered faces can be ground on one or two sides. An adjustment option on the workpiece carrier allows flat surfaces to be ground either concave or crowned. The micrograph can also be specifically influenced. With a footprint of only 3 sq m, the DFine is extremely compact and can be concatenated or automated easily and at low cost by means of a belt feeder.
HARD SKIVING AND INTERNAL HONING
Präwema (Eschwege, Germany), another DVS company, offers complete gear processing systems, from soft to hard machining and finishing both for internal and external gearing: their hard skiving systems are used for series production in the gear cutting of hardened passenger car transmission components with an average quality requirement. For internal gearing with significantly higher quality requirements, their internal honing technology significantly optimizes, for the first time, hardened and more stable gearing in terms of pitch values and surface structure. Their modular SynchroSkiver machine series can perform both methods in one work chamber.
For outer gearing, their VarioCrossHoning – a special oscillation method during honing – makes it possible to reduce surface roughness even further and thus further increase the surface quality of components with external gearing. This technique can be used with a new, larger honing head with a diameter of 400 mm for components with a maximum diameter of 220 mm.
DIAMOND DRESSING GEAR WHEELS
DVS Tooling, another DVS company, offers a comprehensive spectrum of tools for Präwema gear honing for both internal and external gearing, including their new VSD SF dressing tool. The ‘SF’ stands for ‘Superfinishing’ and refers to the extremely good surface quality these tools can achieve in series production when coordinated accordingly. The VSD SF not only achieves extremely tight production tolerances, but also provides surfaces of Rz <1 µm for external gearing. DVS finishes diamond dressing gear wheels using their own LaserCut method at their base in Hemer, Germany. These diamond wheels stand out with great cutting properties, excellent pitch quality and a long service life.
E-SHAFT MACHINING
Combination systems from WMZ GmbH (Schwalmstadt, Germany), another DVS company, are used to machine components for alternative drives. The motor shaft of an electric drive can be soft turned, milled, drilled and geared using the power skiving method on an H200 machine. This technology combination primarily addresses production companies with medium-sized series for the electric vehicle industry.
DVS Technology America, Inc., 44099 Plymouth Oaks Boulevard, Suite 102, Plymouth, MI 48170, 734-656-2080, Fax: 734-656-2091, www.dvs-technology.com.
Subscribe to learn the latest in manufacturing.

Industry News






