Prevent Slug Pulling with the Right Die Clearance
Proper die clearance allows for upper and lower fracture lines to connect. The typical stamping industry rule of thumb is to use 10 percent material thickness as clearance between the punch and die button, but this guideline does not take into account variable material types. What is the optimal die clearance?
Posted: May 28, 2019




Slug pulling is a perpetual and costly challenge for the stamping industry. Pulled slugs can wreak havoc on stamping operations – damaging parts, causing tool failure, and leading to production losses. Slug pulling results when a scrap of metal (or slug) produced during piercing operations sticks to the punch and comes out of the die button or matrix during the upstroke. Multiple factors may lead to slug pulling, including vacuum pockets caused by trapped air, lubricants that are too thick, punches that are not demagnetized after sharpening, or weak ejector springs.
Die clearance is another factor that directly impacts the likelihood of pulling slugs. In fact, finding the optimal die clearance for your application is essential to improving product quality and preventing slug pulling. A die clearance that is too open could increase your rollover and chances of pulling slugs. However, when trying to prevent slug pulling it is tempting to overcorrect and use extremely tight clearances in order to create a cleaner hole. But rather than helping, doing so may produce an adverse effect of secondary cracks. A die clearance that is too tight allows material to grab the punch, which increases stripping force and shortens the life of your tooling. So what is the optimal die clearance? Proper die clearance allows for upper and lower fracture lines to connect. Typically, the stamping industry rule of thumb is to use 10 percent material thickness as clearance between the punch and die button. However, this guideline does not take into account variable material types.
Both material type and thickness play a role in determining the optimal clearance for your application. Softer materials, such as brass, copper, and aluminum, have a tighter optimal clearance. Harder materials, including high carbon steel, stainless, and HSLA, allow for a larger clearance of 7 percent to 12 percent per side. Thinner gauge material could operate on the lower end of the optimal die clearance range without issue. Thicker material, especially thicker than .135 in (3.4 mm), should use a clearance closer to the maximum suggested percentage. It’s important to remember that these are general guidelines to follow. Optimal die clearance varies depending on material type and thickness. Every shop will have to make adjustments to die clearance based on the specific application in order to create the part their customer needs.
For instance, Progressive Die and Stamping, Inc. (Algood, TN) had an aluminum job for which the die clearance had to be adjusted. The aluminum was 0.375 in thick and the hole diameter was 0.375 in. In order to achieve the desired results and prevent slug pulling they had to adjust from their 5 percent clearance to nearly 10 percent per side, moving them outside of the maximum suggested clearance for aluminum. The clearance adjustment also aided them in achieving the quality of hole their customer needed. The tighter tolerances caused the hole to deform and dimple. By opening the clearance up, Progressive was able to achieve a cleaner, more consistent hole. Again, too much clearance allows the slug to move freely out of the button and is much more susceptible to slug pulling. The tighter the clearance, the less likely you are to pull slugs. However, the tradeoff for this solution is that when you tighten clearances, punches require more frequent sharpening and punch life is shortened. Too tight of a clearance also runs the risk of the slug expanding or deforming in your die button causing slugs to stack up.
Slug pulling is an extremely costly issue in metal stamping. A single loose slug could lead to hitting twice the material thickness, which may irreparably damage your punch and/or die set and require the purchase of replacement tooling. Pulled slugs can also cause defective or marred parts leading to waste. In progressive stamping applications, pulled slugs can cause material alignment to be off, affecting the progression of your material through the die and causing damage to tooling and/or parts. And then, of course, there’s the mounting cost of press downtime resulting from each situation.
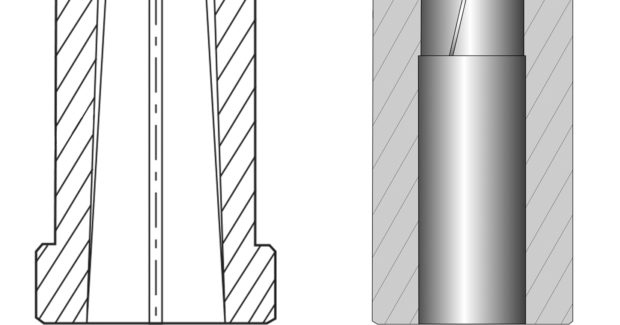
Slug retention technology has been available for some time now. However, in the past, retention technology was limited to technology similar to our Slug Hugger 4L that utilizes cavities on the inside of the die to hold the slug in place after the hit occurs. Our Slug Hugger 2® die was designed to use technology opposite of the SH4L. It has nibs in all four quadrants of the die button. Its design grabs the slugs just below the cutting surface of the die and retains it during the stripping process. While the SH4L is ideal for stamping thinner materials and is recommended for clearances of less than .004 in, the Slug Hugger 2 is ideal for thicker materials with a larger clearance.
The optimal die clearance when combined with tooling designed for the application, such as using special tool steels, coatings, and surface enhancements, will help to maximize tool life while minimizing slug pulling – ultimately saving you time and money. While recommended die clearances along with the guidelines we’ve outlined here will go a long way in helping you determine the right die clearance for your application, there is no substitute for the insight that comes with experience. For questions regarding finding the right die clearance for specific applications, consult your tooling manufacturer.
Subscribe to learn the latest in manufacturing.

Industry News






