Automatic Ball Cage Punching Machine Increases Output By More Than 40%
Powered by a servo drive instead of a flywheel, Karl Klink’s RT-HLKK1000 ball cage punching machine improves cut quality by increasing cutting speed. Two die stations and streamlined retooling process also help shorten cycle times from 10 to 7 seconds.
Posted: April 5, 2021




Ball cages are made in more than 80 versions, and four to eight of them are installed in every vehicle. That means the automotive industry needs at least half a billion of these components every year. Many automatic ball cage punching machines work by flywheel drive, which lowers cutting speed, surface quality, and output. The need to manufacture different versions also requires regular tool changes, resulting in extensive retooling that increases downtime.
The RT-HLKK1000 from Karl Klink GmbH (Niefern-Öschelbronn, Germany) punching machine uses a servo drive instead of flywheel, which reduces cycle time from 10+ seconds per piece on a conventional press to 7.3 seconds per piece (punching and recutting of six-window cage; eight-window cage punching only with feed on both sides is 4.1 seconds per piece).
Faster cutting speed improves cut quality, which minimizes finishing costs and time. Tool-changing time is also reduced, from several hours to 30 minutes per change, greatly increasing the machine availability.
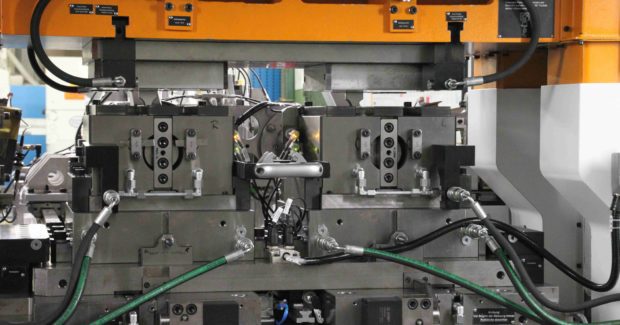
The machine has two die stations. Workpieces are fed from both sides and can be finished in different variants simultaneously and independently. They can also be fed from either side, punched at the first station and then trimmed at the second. The operator sets parameters for each station separately via the control panel. The 100%-part inspection measures and adjusts the position of cages in the feeding and discharge unit. The parts are verified in the process: out-of-spec parts are automatically rejected, leading to a higher efficiency.
Manufacturers can quickly and easily respond to different order scenarios. The machine allows production of ball cages with outside dimensions from 45 mm to 120 mm. Window number and position correction per window are likewise programmable, making it possible to produce many geometries.
To speed up retooling time, the retooling process has been moved out of the machine to an external retooling point. Tool transfer is accomplished with a tool changing cart. Once there, almost all parameters can be changed with ease.
Hydraulic functions are available to, for example, adjust the cutting gap. The die for the next order can be set up during production. Thus, retooling is done in auxiliary process time. The cutting punch and holder can be replaced with the punch tool installed, further shortening the process. The improved access makes tool changes go even faster.
Subscribe to learn the latest in manufacturing.
Industry News







