Gun Barrel Manufacturing Cell
Precihole Machine Tools offers a dedicated manufacturing cell to improve the efficiency of producing barrels, with equipment to perform all necessary operations on the ID to convert a bar of metal to a barrel, e.g. gundrilling to get the basic hole, pull reaming to improve the concentricity and finish of the hole, and button rifling to carve the grooves needed on the barrel.
Posted: March 26, 2014
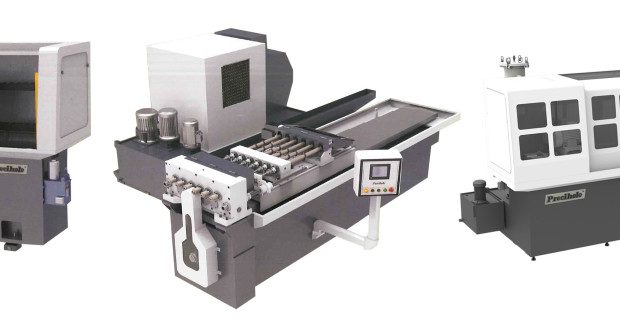


The firearms industry is currently a robust sector of the U.S. industrial economy. To assist manufacturers of small arms with growing volumes of barrels, Precihole Machine Tools (Lorain, OH) has introduced a dedicated manufacturing cell to improve the efficiency of producing barrels. This cell consists of equipment to perform all necessary operations on the ID to convert a bar of metal to a barrel, e.g. gundrilling to get the basic hole, pull reaming to improve the concentricity and finish of the hole, and button rifling to carve the grooves needed on the barrel.
Each machine in the cell performs a specific function. The first operation is gundrilling, which produces a concentric hole to the barrel centerline for all small arms calibers such as 0.223, 0.308, and 0.45. Length of drilling can be up to 40 in. The model GVN 12C/4-100 gundrilling machine has four high precision spindles powered by high torque spindle motors. Part counter rotation improves the drilling axis, resulting in extremely straight holes. The tool rpm and feed rate are controlled by a Siemens PLC System that has sufficient memory to store up to 100 programs. The coolant system is re-circulating and incorporates a magnetic separator, chip conveyor, bag type 25 micron filtration unit, and an oil chiller which maintains the oil at room temperature.
After gundrilling, the barrels are pull-reamed on a four spindle pull reaming machine. The pull reaming operation generates a straight axis and improves surface finish. The shank is passed through the barrel. Then the reaming tool is attached and is pulled through the barrel. By “pulling” rather than “pushing” the tool, concentricity of the barrel is high. The coolant system is the same as the gundrilling machine and provides chip separation and chilled coolant.
The last operation in the cell is performed on a single spindle button rifling machine. The barrel is loaded in a chuck and a carbide button is pulled through barrel while the barrel is rotating precisely at the certain rpm by a servo motor. Rifling twist ratios are adjustable from 1-5 to 1-60. This is a very quick operation compared to the drilling and reaming operations.
http://youtu.be/Y3N20KdGAKY
A demonstration of a Precihole Standard Gundrilling Machine (Dia.2 – Dia.6).
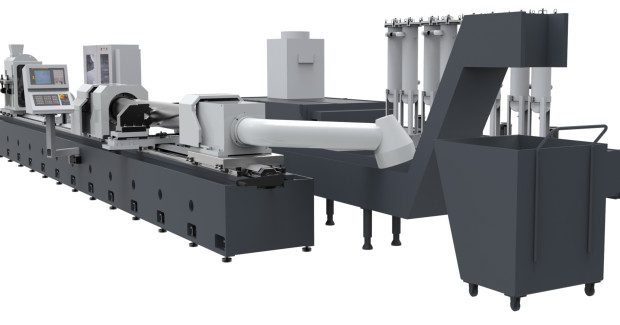
Precihole also offers skiving and roller burnishing solutions from for high-precision hydraulic cylinder manufacturing. Their SBN300/1-600 skiving and roller burnishing machine is capable of achieving hydraulic tube IDs ranging from 35 mm (1.37 in) to 400 mm (16 in) and lengths up to 40 ft using plain carbon steel, ST-52, ST-55 or aluminum for tube construction. By combining skiving and roller burnishing into a single operation using a combination tool, the manufacturing process is typically 40 to 50 times faster than honing, resulting in a tube ID that is not only more work-hardened than the parent material but also features an extremely high surface finish.
The SBN300/1-600 skiving and roller burnishing system uses a tool that is rotated and fed with a high-capacity AC spindle motor mounted on a rack and pinion arrangement for long tubes measuring more than 2 m (6 ft) in length while a ball screw and nut mechanism is used for shorter tubes. Dual-pressure hydraulic clamping settings are programmable for the self-centering vices that hold the component in place during manufacturing, ensuring uninterrupted smooth finish and uniform size control throughout the tube. Vibration dampeners help support the tube and remove any vibrations while the tool finishes the ID at high feed rates. The machine comes with a recirculating high-pressure coolant system and a chip shredder to cut long chips prior to transport. A CNC controller and tool monitoring system that helps protect the tool are also standard.
Skiving is a metal removal process that rapidly removes a layer of material from the internal surface of a tube, preparing it for the burnishing process. The skiving tool is a modified floating reamer with carbide inserts for cutting. The roller burnishing finishing process cold works the surface by pressing multiple rollers against the surface to flatten the “peaks and valleys” creating by skiving resulting in an exceptional mirror-like surface finish preferred by manufacturers of off-road equipment, mining equipment, and material handling machines among other applications.
Precihole machines are exclusively imported by Absolute Machine Tools, Inc. (Lorain, OH), one of the largest U.S. importers of quality machine tools, with offices in Lorain; Livonia, MI; Elgin, IL; and Mason, OH, where the Precihole Technical Center is located. Parts and service are available through Absolute and a nationwide network of machine tool distributors.
Precihole Machine Tools manufactures a wide range of deep hole drilling and hole finishing machines. Included are single and 3-axis gundrilling machines, BTA drilling machines, skiving and burnishing machines, and counter-boring and trepanning machines. Honing and reaming machines are also available. Precihole provides stock machines for basic operations or it will supply complete solutions to a customer’s deep hole drilling or hole finishing applications.
Absolute Machine Tools, Inc., 7420 Industrial Parkway, Lorain, OH 44053, 800-852-7825, Fax: 440-960-6918, cortner@absolutemachine.com, www.absolutemachine.com.
Subscribe to learn the latest in manufacturing.

Industry News







