Sneak Preview: IMTS 2014
To wet your whistle for what lies ahead at the International Manufacturing Technology Show on September 8-13, here’s a small sample of some equipment that you will see exhibited on the show floor at McCormick Place in Chicago.
Posted: June 4, 2014












Held every even-numbered year, IMTS 2014 is the 30th edition of the premier manufacturing technology show in North America, a technological spectacle where 1,900 exhibiting companies will occupy 1,240,863 net sq ft of exhibit space at the McCormick Place complex in Chicago, IL and attract more than 100,000 buyers and sellers from over 112 countries. Our Show-in-Print coverage is coming your way in our August issue, but until then, here is a sneak peek at some of the new technologies you can plan to visit when the show arrives.
AN INNOVATION FOR HSC ALUMINUM CUTTING
In Booth W-2250, Lach Diamond Inc. (Grand Rapids, MI) will showcase the »Cool Injection-Plus« PCD cutter developed in cooperation with the AUDI AG. This represents a combination of the patented »Cool Injection« cooling system from Lach Diamond and the »Plus«, a chip controller for the HSC cutting of aluminum that is patented by the AUDI AG.
The solution to combine the directed cooling stream through the PCD cutting surface with the chip control »Plus« into one tool proved to be ideal for manufacturing. Now the extreme high cutting speeds and feed rates for HSC cutting can be applied successfully. »Cool Injection-Plus« Monoblock cutters can be manufactured with the highest possible PCD number of cutting edges because the chips produced during cutting can immediately be led away from the cutting zone.
This means that during machining the work piece and the PCD cutting edge both profit, once by the maximum possible surface quality and accuracy, and again by the maximum tool life of the PCD cutter. The result is that now the chips do not have to be “cut” several times. Using the newly developed PCD Monoblock cutter »Cool Injection-Plus«, cycle time reductions of more than 50 percent have been achieved by the automobile industry especially in engine and transmission manufacturing. PCD cutters »Cool Injection-Plus« are delivered complete, ready for installation and can be put on the machine without the otherwise time consuming adjustment measures.
Visitors to the booth will also revisit the heritage of Adamas, the invincible Diamond, a tradition of cutting and grinding industrial diamonds that began back in 1922 when 600 diamond cutters were finishing rough diamonds to brilliant cut diamonds for jewelry. Lach Diamond continues this tradition today with the »Dia-Fliese-perfect« dressing plate for regrinding, repointing and repairing of single and multiple point profile dressing diamonds, diaform chisels, natural turning diamonds and, of course, the new manufacture of these natural tools.
In comparison to conventional dressing plates or tiles, the technologically new design of the »Dia-Fliese-perfect« dressing plate allows precise adjustment of the dressing operation and complete utilization of the “visible” diamond grain used for the straight dressing and profiling of conventional grinding wheels. Through the newly-developed bond system “F”, the »Dia-Fliese-perfect« guarantees a constant dressing behavior over the entire operating life.
Just as in the past, the new »Dia-Fliese-perfect« dressing plates are available in the known standard dimensions: Model “K”, with diamond grit size depending on the grinding wheel; Model “N”, with natural diamond needles where the diameter orients itself to the grinding wheels to be dressed; Models “C” for CVD Diamond rods and “M” for MCD Diamond rods complete the product range.
The »Dia-Fliese-perfect« dressing plate is fixed to previous dressing plates/tile holders MK1/MK0 or can be delivered rigidly brazed to the holder. More comprehensive information can be gained in the booth at the show. www.lach-diamond.com
NEW HIGH-PRECISION SINGLE STROKE HONING® PROCESS
In Booth N-7400, Sunnen Products Company (St. Louis, MO) introduces a quantum improvement in a key manufacturing process for cast-iron hydraulic valve bodies using a precision Single Stroke Honing® process that achieves cylindricity/straightness under 2 microns in bores up to ten times longer than diameter. Developed in Europe to meet leak-free requirements for high-pressure hydraulic systems, the High-Precision Single Stroke Honing process is almost 200 percent more accurate than anything previously achievable for long, small-diameter, tandem bores.
“European mobile equipment hydraulic systems established this cylindricity specification to reduce internal leaks and achieve higher valve performance,” says Juerg Huber, the managing director of Sunnen AG. “The precise fit between the sliding spool and valve body maintains the internal seal in this area. Precision cylindricity and straightness in this bore ensures uniform clearance between the moving parts from top to bottom in the valve, allowing free movement of the spool, without leakage around it.”
The Single Stroke Honing tool consists of a tapered arbor with an expandable diamond-plated abrasive sleeve mated to it. The external profile of the sleeve is designed for the application. Single-pass honing is ideally suited for solid bore parts with L/D (length/diameter) of 1:1 or less. Parts with much larger length to bore ratio can be honed under certain circumstances. Bores that have interruptions allow better chip flushing and reduce the load on the abrasive sleeve. In the case of cast iron valve bodies, bore length-to-diameter ratios of 10 or greater can be single-pass honed with great success.
“Single-pass honing is a stable, high-production process that can achieve one micron cylindricity in a short bore – one with L/D less than one – assuming the part has a sufficiently rigid wall,” explains Huber. “However, as the bore length increases, it becomes more difficult to achieve good straightness and cylindricity. Among other reasons, the honing tool’s sizing land tends to follow the bore. On cast iron valve bodies with L/D of 10, the standard process has typically produced five microns cylindricity under optimum conditions. High-Precision Single Stroke honing takes this to two microns cylindricity or less. And with a tool life that can be 60,000 parts to 80,000 parts, the process is economical. A typical part suitable for this process might have a 16 mm bore, over 160 mm long, with 11 lands. This type of part can now be honed to less than two microns cylindricity, less than two microns straightness and one micron roundness.”
The High-Precision Single Stroke process utilizes a combination of proprietary tool processing, tool holding, workpiece fixturing and process parameters, without any penalty on cycle time. It is already in use by manufacturers of hydraulic valves in Turkey, Italy, Germany, Switzerland, Brazil, Sweden and the U.S.
Sunnen offers Single Stroke Honing on three different VSS-2 Series models that incorporate up to six spindles to progressively size and finish part bores. The machines are ideal for precision sizing of bores 3.9 mm to 50 mm (0.149 in to 2.0 in) diameter in stamped parts, hydraulic valve bodies, gears and sprockets, parking pawls, rocker arms, turbocharger housings and similar parts. Ideal materials include cast iron, powdered metals, ceramic, glass, graphite and other free-cutting materials.
The VSS-2 utilizes a spindle carriage with a 724 mm (28.5 in) stroke and up to 105 mm/sec (250 ipm) stroking speed for increased flexibility with a wide variety of parts and tooling combinations. The servo-powered stroke system provides process flexibility and is hand-wheel-controlled for quick setup. The menu-driven touchscreen control allows the column feed and spindle speed to be easily varied throughout the cycle. Process flexibility is enhanced by the use of six available profiles, including pecking, short stroke and dwell, which are easily added to a setup. More than 100 setups can be stored. Additional I/O and memory are standard for integration with auxiliary equipment, such as robots or part loaders.
The VSS-2 Series 2 is available in three models – the 84 (eight-station, four-spindle), the 86 (eight-station, 6-spindle) and the 64 (six-station, four-spindle) – to meet various mid- to high- production needs. Spacing between spindles is 190 mm (7.48 in). The 7.5 kW (10 hp) spindle drive provides a speed range of 100 rpm to 2500 rpm. When properly applied, Single Stroke Honing is a quick, cost-effective method to get a precise bore size, geometry and surface finish. Parts made of cast iron, powdered metals, ceramic, glass, graphite and other free cutting materials are ideal for the process. Single-pass bore sizing is also appropriate for splined bores or long L/D ratios if cross holes or other interruptions are present to allow chip flushing. Sunnen offers a range of single-pass plated-diamond tooling for the VSS-2 for precise, accurate and consistent bore sizing. www.sunnen.com
FULL INTEGRATION OF CNC PROCESS SIMULATION WITH CAD/CAM, MACHINE TOOLS
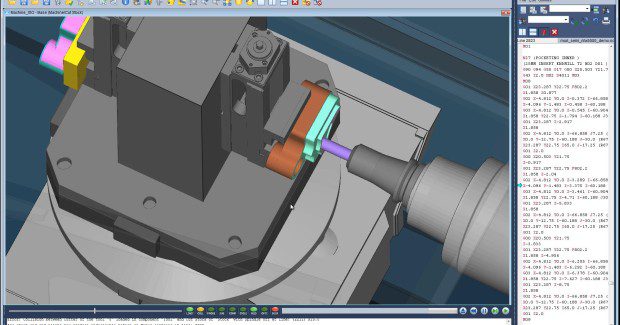
The latest release of VERICUT, version 7.3, will be featured by CGTech (Irvine, CA) in Booth E-3346. VERICUT CNC machine simulation, verification and optimization software simulates all types of CNC machining, including drilling and trimming of composite parts, water jet, riveting, robots, mill/turn and parallel kinematic/hexapods. It operates independently, but can also be integrated with leading CAM systems.
A common feature of all recent releases of the software has been the focus on full integration with the CAD/CAM and machine tool industry. As a result, VERICUT is now at the heart of the CNC manufacturing process for many of the world’s leading engineering businesses in all industry sectors, including aerospace and defense, oil and gas, power generation, motorsport, automotive and transport, medical device and implant, as well as general precision and heavy engineering.
Machine simulation with VERICUT detects collisions and near-misses between all machine tool components such as axis slides, heads, turrets, rotary tables, spindles, tool changers, fixtures, workpieces, cutting tools, and other user-defined objects. Users can also set up ‘near-miss zones’ around the components to check for close calls, and detect over-travel errors. With VERICUT Reviewer, shop floor personnel, suppliers, customers, and other production engineers can view animations of the CNC machining process. It is a stand-alone viewer that does not use a license that can play forward and backward while removing and replacing material. For the first time at IMTS, Reviewer files also operate on an iPad.
As an independent system, VERICUT can run standalone and simulate the CNC process driven by post-processed NC code. However, in practice, most manufacturing companies use a CAM system to create CNC part programs. VERICUT can be integrated with all leading CAM systems, including Dassault Systemes CATIA, Siemens PLM NX, Delcam PowerMill and FeatureCAM, Vero EdgeCAM, DP Technologies Esprit, CNC Software MasterCAM and Open Mind HyperMill. The verification provided by VERICUT enables users to view and analyze the geometry of the cut part. Models can be cross-sectioned multiple times at any orientation, to check areas that would be impossible to see in a solid model (such as the intersection of drilled holes).
Subscribe to learn the latest in manufacturing.

Industry News





