Metal Cutting Showcase One
Our first review of some of the latest machine tools, software and related machining systems and accessories.
Posted: April 9, 2015





CUT MACHINING TIME UP TO 80 PERCENT ON ALUMINUM AEROSPACE PARTS
The 5-axis, 5-spindle Cincinnati XP aerospace profiler from Fives Cincinnati (Hebron, KY) lives up to its name, delivering “X-treme Productivity” in machining of structural aluminum parts. With doubled spindle speeds, greater horsepower and higher feedrates on all axes, the purpose-designed machine delivers 50 percent to 80 percent faster cycle times than prior models, while cutting multiple parts each cycle. The XP profiler’s modular design utilizes many features incorporated into Cincinnati’s record-setting XT titanium profiler. It carries from one to five A/B-axis spindle heads in a traveling-gantry or traveling-table design, allowing it to complete up to five parts per cycle.
The rail-type design allows any practical X-axis length for carrying multiple gantries and creating multiple work zones. The new XP profiler is fully compatible with existing Cincinnati gantry profiler installations. It can use existing Cincinnati profiler beds or X-axis rails, or be installed on independent X-axis rails. X-axis length can be expanded anytime in the field with additional 12 ft (3.66 m) rail segments. Rail-type machines use dual servo planetary gearbox drives on both sides of the X axis. Y-axis drives can be linear-motor or rack-and-pinion driven.
The new high-speed rotary spindle heads are individually supported and independently driven in A/B axes for increased stiffness, accuracy and dynamic performance. Rotary axis feedrates have been increased to 2,400 dpm, more than 400 percent over the prior design, to support higher tool path velocities in 5-axis contouring. This is complemented with matched feedrates of 1,000 ipm (25 mpm) on the X/Y/Z axes for consistently higher path velocities, regardless of the direction of cut. The simple, compact spindle head utilizes individual ballscrew drives for the A and B axes, while the 134 hp (100 kW), 18,000 rpm or 114 hp (85 kW) 20,000 rpm spindles outperform A/C type heads in 5-axis processing of plate parts. The ballscrew drives are completely field-serviceable, an advantage over most A/C head designs.
Multiple spindle configurations are available: three spindles with 1 m center distance, three spindles with 2 m center distance, and five spindles with 1 m center distance. There is also a choice of options in CNC controls, scales/encoders, toolchangers, perimeter guarding, spindle probes, video systems, tool-ID systems, spindle enclosures, mist collection systems and other features. In first-article cutting tests on a machine delivered to a Tier One aerospace supplier, the customer machined an upper wing skin panel approximately 31 ft x 8.85 ft (9.5 m x 2.7 m) with a min/max thickness of 0.062 in/0.4 in (1.57 mm/10.16 mm) and tolerance of +0.000 in/-0.005 in (+0.000 mm/-0.127 mm). According to the customer, surface finish was excellent and the part measured within tolerance after checking 2,200 points with a CMM.
Fives Cincinnati has more than 650 profilers in the field, more than all other multi-spindle competitors combined, and its machines have cut parts for every commercial aircraft currently flying.
Fives Cincinnati, 2200 Litton Lane, Hebron, KY 41018, 859-534-4600, Fax: 859-534-4995, www.fivesgroup.com.
PRECISION MACHINING OF SMALL, COMPLEX MEDICAL PARTS
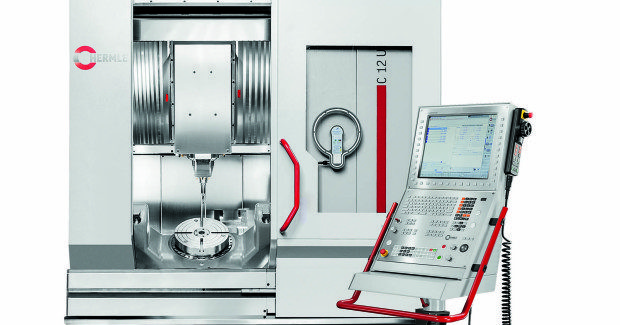
The five-axis C12 machining center from Hermle Machine Company, LLC (Franklin, WI) comes in a compact size for the precision production of small, complex parts, such as those required by the medical implant industry. Engineered with a compact polymer concrete base to promote precision, high dynamics and durability within a compact footprint, the C12 provides dynamic, simultaneous, 5-axis processing of workpieces up to 100 kg.
The machining center is equipped with a 31 kW spindle providing 98 Nm of torque and speeds ranging to 12,000 rpm. Spindles offering speeds as fast as 42,000 rpm are also available. The C12 can be equipped with two-piece or compact spindles, and all spindles can be easily replaced in case of failure. Spindles are available in four different speed ranges and a choice of tooling platforms, making them suitable for a wide variety of machining tasks. Accommodating workpieces as large as 320 mm diameter, 265 mm long and as heavy as 100 kg, the machine provides X-, Y- and Z-axis travels measuring 350 mm × 440 mm × 330 mm and rapid linear traverse rates of 30 m/min. (50 m/min dynamic).
Three guideways are on the machine with one guide shoe for force balance. The swiveling range of the NC rotary table with 320 mm diameter clamping surface is ±115 deg. The machine features optimized swarf ejection in the working area during dry machining. The pickup tool magazine holds up to 36 tools in the ring magazine and 35 in the optional second magazine, accommodating tools as large as 80 mm in diameter and 200 mm long, integrated into the machine bed to save space. An optional second tool magazine ring can be integrated without the requirement for additional footprint of the machine, increasing the number of available tools to 71.
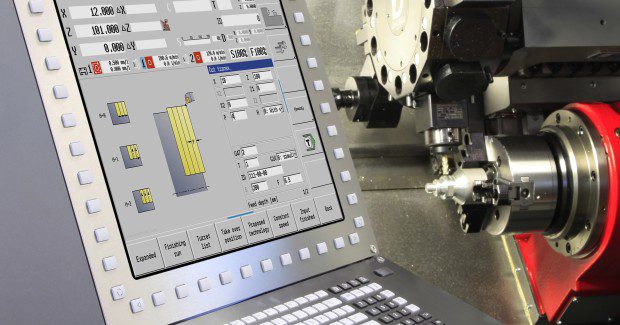
The digital, pivoting Heidenhain TNC 640 control panel offers a 19 in screen and a keyboard unit with integrated trackball, as well as USB and Ethernet interfaces. Other control features include programming in Heidenhain plain text with smarT.NC or per DIN/ISO, standard drilling and milling cycles, free contour programming and special function for fast 3D machining, among functions.
Hermle Machine Company, LLC, 5100 West Franklin Drive, Franklin, WI 53132, 414-421-9770, Fax: 414-421-9771, www.hermlemachine.com.
DRY HOBBING OF SMALL AUTOMOTIVE GEARS
North America is currently undergoing a trend toward multimode automatic transmissions that are increasing the numbers of sun gears located at the center of the planetary gear unit, as well as the pinion gears that make up planetary gears. Gears are also becoming increasingly smaller and higher in precision. In light of these developments, dry-cut hobbing machines are perfect for everything from rough processing to finishing in the mass production of these smaller and higher-precision gears being demanded on automatic transmission system production floors.
Mitsubishi Heavy Industries, Ltd. (MHI; Tokyo, Japan) offers GE10A dry-cut hobbing machines that are ideally suited to mass production of small-diameter gears of the kind used in vehicle automatic transmission systems. Through a variety of innovations that enable machining with outstanding speed and efficiency, the GE10A delivers superlative productivity.
https://youtu.be/2CLdyzuOq9o
The GE10A can accommodate gears with diameters up to 100 mm. Radial and axial travel speed are both 20,000 mm per minute, double the speeds of earlier products; the higher speeds have been achieved through the adoption of direct drive motors in the main spindle and table. Workpiece changing time has also been shortened by use of a high-speed loader, reducing idle time to two seconds, less than half the idle time with current models. For outstanding machining efficiency, the cutting length of the hob has been extended to 300 mm and the tool’s service life has been increased 1.7-fold. Idle time has been reduced by the incorporation of a structure that enables simple set-up changes without use of tools, of the grips used for handling workpieces through the adoption of a boltless design, and of automatic tool changes in 90 seconds at the push of a button (optional).
GE10A machines can be used with Siemens or Fanuc CNC control units. As a measure against thermal displacement, cooling mechanisms have been incorporated into the main spindle and table, enabling high machining precision.
| Main Specifications of the GE10A Dry-cut Hobbing Machine | |
| Maximum workpiece diameter: | 100 mm |
| Maximum cutting module2: | 3 |
| Table speed: | 500 rpm |
| Radial travel: | 20,000 mm/min |
| Axial travel: | 20,000 mm/min |
| Maximum hob diameter x maximum cutting length: | 100 mm ×300 mm |
| Hob shift: | 280 mm |
| Maximum hob rotation speed: | 3,500 rpm |
| Main motor output: | 17 kW |
| CNC control: | Siemens / Fanuc |
| Height: | 3,000 mm |
| Width x depth: | 4,890 mm × 4,000 mm |
| Machine weight: | 14,000 kg |
Notes:
- Broaches are long bar-shaped cutting tools. When attached to broaching machines and “drawing” is performed, complexly shaped holes and outer surfaces can be finished with outstanding precision.
- A measurement used to express the size of a gear tooth. It is derived by dividing the diameter (mm) of the pitch circle by the number of teeth.
Mitsubishi Heavy Industries America, Inc. (MHIA), 630 Fifth Avenue, Suite 2650 New York, NY 10111, 212-969-9000 x137, Fax: 212-262-3301, www.mitsubishitoday.com.
ADVANCED CNC FOR VERTICAL KNEE MILLS
The easiest-to-operate CNC for vertical knee mills has recently released enhanced software features and is now available. Already established as extremely intuitive, the MILLPWRG2 control from Acu-Rite (Schaumburg, IL) now also includes new functions such as a geometry calculator, tool plunge and G-code editing capabilities.
https://youtu.be/fCIuQ6pWhnw
The MILLPWRG2 geometry calculator is used to construct Point/Line/Arc entities which can then be simply transferred to the part program. This built-in calculator is capable of handling everything from simple arithmetic to complex trigonometry, geometry, and rpm calculations. The numeric keypad resembles a standard calculator with keys for numbers 0 through 9, four math function symbols (+, -, x, and ÷), a decimal point, and a positive/negative sign (+/-). The addition of the MILLPWRG2’s G-code programs offers basic editing capabilities, as well as allowing the value of an existing G-code address to be changed. The values of the following addresses can be edited: F, I, J, K, L, M, N, O, P, S, T, X, Y, and Z.
A tool step has been added to the MILLPWRG2 to support plunge angle (the angle at which the tool will enter the material). This tool step can call upon a specific tool number from the tool library and define plunge angle when ramping into a part pocket. Extremely intuitive, the programming on the MILLPWRG2 control is done via easy-to-understand plain language user prompts that are accompanied by 3D graphic “Help” forms that clearly describe each cycle step, creating an instinctive interface that maximizes efficiency and increases production. Using simplified navigation that eliminates multiple menu screens, the MILLPWRG2 has continued the spirit of the original MILLPWR while improving on its wildly popular interface and functionality by maintaining the same programming language and incorporating an all new “Powerful Easy” navigation system.
Additionally, the G2 offers standard features like USB, networking accessibility, solid model graphics and a new large 12.1 in high resolution display (1024 x 768). And built-on the proven NC Kernel platform, the MILLPWRG2 boasts a 1 GHz processor with 2.5 GB of memory.
Heidenhain also offers the top-of-the-line CNC PILOT 640 control for universal lathes, fully automatic turning centers, combined turning-milling machines, vertical lathes and vertical boring and turning mills up to 5-axis machining with X, Y, Z, B and C axes. This control includes smart.TURN, a dialogue guidance system that helps the operator structure the program and define technology data, machining strategy and global data settings in an easy mode. CNC PILOT 640 also has options for full-surface machining with C- or Y-axis and dual-spindle operation.
https://youtu.be/SphXRw_jVN4(Please right-click beneath video after it begins to translate to English)
Its software offers high-resolution, finely 3D graphic simulation. The results of turning, drilling and milling processes can be evaluated before the machining (in regard to material cuts). The Rotational View allows inspection of the part from all angles. It can be zoomed in and out on the cylindrical surface and in the tilted plane. Even the tool and the tool holder geometry can be displayed. As an option, CNC PILOT 640 offers Load Monitoring, where a multi-colored bar graph displays the load of both the spindle and the motor. Simple parameterization is available to define utilization threshold values of a reference operation. Exceeding the first threshold triggers the exchange of a replacement tool. If the second threshold is exceeded, the machine stops. In this way, tool breakage can be avoided, process reliability can be enhanced and unattended shifts can be extended.
Eccentric turning and non-circular turning are possible for the machining of oval and polygonal parts, as well as cams without any additional machine elements. Further improvements include better oversight in the file manager and in the technology data display as well as the possibility to include or exclude the tool selection to generate automatic programs (TURN PLUS, which automatically generates a program from created contours). Fast data transfer and communication with outside devices are also possible with this lathe control. End-user features include the complete support of the opposing spindle during automatic work-plan generation in the TURN PLUS mode, better definition of the cut-off point and pick-up devices and an enhanced fixture dialog. The ICP editor allows the parameterization of holes and threads by the user when including contour elements.
The CNC Pilot 640 has powerful processors and a performance reserve for future expansions. The memory card comes with a faster S-ATA protocol (“CFast”) for short access times during startup. More languages are included in OEM cycles and the machine builder can define work-space limits in the inclined workplane. In the DIN PLUS mode, cycles can be assigned to contour sections and functions can control special machine components. DXF- and other externally created files can be imported and tested in graphic simulations. A 19 in TFT color flat-panel display adds to the user friendliness and the all-digital design of the controls ensures easy diagnostics and noise-free operation.
The CNC PILOT 640 has an add-on for multiple drilling and milling processes on the end face and lateral surface which is usable in one machine setup. As an option, the lathe control has a teach-in mode for simple, non-recurring tasks, rework or thread repair. For example, the CNC PILOT remembers the position and spindle angle when re-cutting a thread. It also automatically calculates the number of cuts for roughing and recessing. All of this is complemented by a comprehensive tool and technology database that takes account of tool wear, turret assignment and all other parameters that define tools and workpieces. The high contour accuracy is guaranteed by the versatile CNC PILOT 640, as it can dynamically calculate the contour in advance.
New generation touch probes are now supported with the CNC PILOT 640. For the machine builder, synchronizing functions and real-time coupling functions have been developed that allow the actual and nominal calculation of complex simultaneous movements of several axes. Up to 20 controls loops are now available, and control loop groups can be enabled. Worth mentioning is the “Copy default data” function that allows the creation of a back-up file in an easy and save way. Commissioning has also been made easier and new ways to design OEM-specific buttons have been created.
Acu-Rite products are represented and distributed through parent company Heidenhain Corporation, 333 State Parkway, Schaumburg, IL 60173-5337, 847-490-1191, Fax: 847-490-3931, jparker@heidenhain.com, www.acu-rite.com.
Subscribe to learn the latest in manufacturing.

Industry News







