NEW PLASMA CUTTING TECHNOLOGY TAKES CARE OF THE ‘HOLE’ ISSUE
Users of mechanized plasma cutting for plate in the gauge to 1 in thick range can now benefit from a major technological breakthrough. Improved plasma bolt hole cutting can now produce holes that rival drilled holes and plate laser cut holes — at the speed and operating cost of plasma!
Posted: January 8, 2010


The rapid growth in plasma cutting during the 1960s-70s was based on its ability to contour cut steel plate with the highest speed in the industry. The best way to improve productivity utilizing similar floor space (as compared to mechanized oxy-fuel cutting operations) was to use the plasma process for cutting plate in the ¼ in to 1 in thickness range, with the added benefit of the ability to cut non-ferrous materials such as stainless and aluminum.
Early plasma processes provided high speed but less than perfect cut quality in terms of dross formation (resolidified metal) on the bottom of the cut, as well as cut edge angularity that was acceptable for many, but not all, metal fabrication applications.
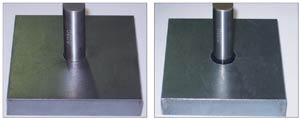
Cutting holes for bolts with plasma was a less than acceptable use of this process due to the distortion in the holes in the form of edge inclusions (dings and divots that made the top and bottom of holes out of round). These inclusions could cause stress fractures in high strength applications. The natural taper in the holes (smaller bottom dimension than the top) inherently produced during the process by the lag angle of the plasma jet also created tolerance issues that forced fabricators to perform secondary operations such as reaming or drilling to improve the overall hole quality.
Manufacturers of plasma cutting systems relentlessly pushed the laws of physics to extract the best performance. They reduced cut costs by increasing the life of the torch consumable parts and improving the cut edge angularity and minimizing dross formation. This created more applications for this high speed metal cutting process. Over time, other major improvements in plasma cutting followed:
Oxygen plasma cutting allowed faster speeds at lower power levels and improved edge squareness, dross formation, and improved cut edge metallurgy (better weldability, less edge hardening).
Long Life consumable technology dramatically improved the average cost per foot of the plasma cutting process, which was already better than other processes, by allowing the torch consumable parts to last 3 to 6 times longer.
High Definition plasma cutting technology, basically a higher energy density, narrower arc with higher velocity, dramatically improved cut quality through better edge angularity throughout the thickness range of plasma.
The platform that the plasma torch depends on – the CNC cutting machine which controls torch motion – also benefitted from many technological innovations:
- PC-based CNC controls increased their processing speeds and gained more comprehensive control over the required functionality of all of the tools on the machine.
- User friendly controls made it easier to train cutting system operators and easier to maintain consistency in the cutting operation.
- Improved drives, motors, gearboxes, linear ways all contributed to the smoother motion, more accurate tracking, and high acceleration rates that improved the plasma cutting process.
- Faster, more accurate torch height control systems optimized plasma torch performance with the proper pierce height and accurate real time cutting height.
Yet even with all of these plasma cutting process advancements, the same issues still remained with hole quality, even though taper, dings and divots were all less pronounced. In fact, recent surveys of long time plasma cutting equipment users showed that their number one process issue was hole quality.
Further investigation revealed that users wanted to cut holes with diameters as small as one times the thickness of steel plate, in the range of ¼ in holes in ¼ in carbon steel, up to 1 in holes in 1 in carbon steel. These holes required minimal (if any) taper and no inclusions that could cause stress fractures or inhibit the insertion of bolts. In other words, users wanted to produce bolt holes with their plasma systems that were held to tight tolerances and required no secondary operations before use.
After 36 months of hole cutting and data gathering with advanced plasma technology, advanced motion control technology and height control capability, a stack of setup parameters and an on-site CAD programmer, engineers from Hypertherm, Inc. were eventually able to achieve excellent hole quality. The problem was that the programmer had to have new data generated to control more than a dozen parameters that were different for every hole diameter, every material thickness, and every plasma power level. Finding this level of expertise at every mechanized plasma user site was out of the question.
The extensive list of parameters required to improve holes, combined with new plasma process technology that was necessary to eliminate taper in the holes but hard to control, required a large database that could be controlled automatically through CAM software. So the Hypertherm engineers reviewed different nesting packages for CNC plasma cutting system users. They examined how each system automated the input of CAD drawing files and automatically positioned parts on the steel plate to maximize plate usage, and explored advanced features that took more aggressive control of the machine code to automatically manipulate feedrates, plasma on/off timing, torch height control functions, and inventory control of plate remnants.
After thorough research and development, the engineers created a new hole cutting technology called True Hole, which combines ProNest 2010 nesting software from MTC (Lockport, NY) with a qualified Hypertherm PC based CNC control, an HPR 130XD (or larger version) plasma system, and a high quality torch height control system, such as the Sensor THC, to coordinate properly. This system requires no operator intervention to produce plasma cut holes that rival drilled holes.
The process works as follows:
(1) A standard DXF drawing file is imported into nesting software. The programmer chooses the number of parts required and sets the plate size, the material thickness, and the process power level (amperage for the plasma process). Multiple parts are entered in many different quantities.
(2) An output CNC file is then sent, through a network or using a USB flash drive) to the CNC control.
(3) The CNC control prompts the system operator to check the consumables in the plasma torch (by reviewing a CNC screen that lists part numbers for verification), prompts the operator to make sure the right thickness and size plate is loaded, and offers a process wizard to help square the plate if necessary.
(4) The operator pushes the start button. No gases, no amperage, no arc voltage, no delay times, no kerf adjustment, no machine code changes – nothing additional for the operator to do!
The nesting software recognizes hole sizes, plate thickness and plasma power level and, in milliseconds, gathers and applies the corresponding data that was developed by the Hypertherm engineers in their labs to modify the machine code with corrections to make extremely high quality holes – without any time or expertise required. This robust process essentially gives every operator the ability of an expert operator. This hole cutting quality squarely competes, at a fraction of the cost, with processes that were previously more accurate, such as drilling and laser.
This technology improvement ranks near the top as far as technology advancements in this industry go.
Subscribe to learn the latest in manufacturing.

Industry News







