



Basic Tips for Understanding (and Preventing) Common Types of Weld Cracking
The best defense against weld cracking is to understand its causes and solutions. And he shows why the best place to start is by understanding hot cracking and cold cracking.
Posted: September 11, 2011




Much like other weld defects – porosity or undercutting, for example – weld cracking jeopardizes the integrity of the weld and can be a significant source of downtime, cost and just plain frustration. If you are on tight deadlines (which most of us are) or on contract, it can also cause delays that result in fines or lost business. Fortunately, as with any part of the welding process, the best defense against weld cracking is to understand its causes and solutions. So, where should you start? First, by understanding hot cracking and cold cracking.
Hot cracking takes place at temperatures over 1000 deg F and occurs almost immediately when the weld solidifies. There are three common types of hot cracking: segregation, bead shape and crater cracking. Segregation cracking is a type of centerline cracking, which (as its name implies) occurs through the center of the weld. It results when low melting point elements are concentrated in the center of the weld after it hardens. It is common when welding metals that have higher sulfur and phosphorous content, ones with zinc plating or galvanized coatings, and on materials that have been painted or primed.
There are several options to help prevent this type of cracking:
(1) Order steels with low residual phosphorous and sulfur (less than 0.05 percent), if possible.
(2) Reduce heat input during welding, which lessens the time for segregation to occur.
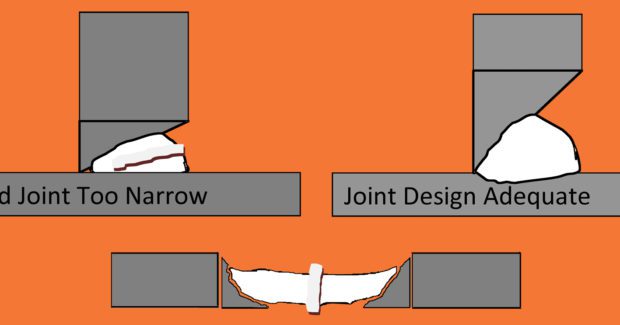
(3) Modify the joint design so that depth-to-width ratio is not too great or too small.
(4) Make welds with more throat thickness or that are less concave.
The next type of hot cracking, bead shape cracking typically results from poor part fit-up or joint design. If there is poor fit up, the tendency is to make wider welds with thinner throats. Conversely, poor joint design usually results in a narrow bead width-to-depth ratio. In both situations, these bead shapes put undue stress on the center of the weld causing it to crack. Welding at too high of voltages can also result in a concave weld bead that is more prone to cracking. Prevent bead shape cracking by:
(1) Having good part-fit up and joint design.
(2) Adhering to the recommended parameters for your application.
(3) Lowering the voltage as necessary.
(4) Avoiding wide weave techniques as these create a concave bead. Instead, use a weld drag angle to create a more convex weld bead.
Finally, to prevent crater cracks – cracking that occurs if you stop welding prior to completing a pass on a weld joint – use a backfill technique to provide greater thickness to the crater. This technique entails backing up slightly to fill in the area at the end of the weld prior to extinguishing the arc. Also, be certain to fill in the areas between tack welds and your weld pass, depositing thicker tacks and/or filling in craters as recommended previously. Having good parts fit-up can prevent crater cracks as well.
Cold cracking (also called hydrogen-induced or heat-affected zone (HAZ) cracking) occurs at temperatures below 600 deg F (316 deg C) and does not appear until hours after the weld cools. In some cases, it may not appear for days. Most cold cracking begins in the base material (as opposed to the weld itself) and passes transversely into the weld. It is particularly common in thick materials, which are prone to rapid cooling due to the large heat sink, and results from induced residual stresses in the base material and the presence of diffusible hydrogen in the weld. Cold cracking can also occur in materials with high carbon or alloy content, as these are also higher in strength and can be less ductile.
Preventing cold cracking depends primarily on reducing residual stress and hydrogen in the weld. Hydrogen can enter the weld through moisture in the atmosphere, filler metals, shielding gas or from that retained in rust and mill scale on the base material. It can also enter from hydrocarbons in coatings, oils and lubricants on the material.
Back stepping the weld is one way to help prevent cold cracking and it serves as a type of stress relieving. To perform this technique:
(1) Weld in one direction for a short length.
(2) Return to just prior to the start of the last weld.
(3) Repeat the weld pass, stopping at the start of the first weld.
Pre-heating the base material prior to welding can also prevent cold cracking by slowing the cooling rate and helping maintain the ductility of the weld and base material. Post-weld heat treating (PWHT) helps, too, by driving diffusible hydrogen out of the weldment and stress relieving the material. Other defenses against cold cracking include:
(1) Using filler metals with a low hydrogen designator, such as H4 or H8.
(2) Using filler metals with a basic slag system (these have high hydrogen scavengers).
(3) Storing filler metals in a clean, dry area and keeping them in the original package until ready for use.
(4) Storing filler metals in an area that has a temperature within 10 degrees Fahrenheit of the welding environment. Or, allowing several hours for the filler metal to acclimate to the temperature of the welding environment prior to welding (to prevent condensation).
(5) Cleaning the base material free of oil, lubricants and primers prior to welding.
Remember, following some basic tips like these can go a long way in preventing downtime and costs associated with weld cracking. And, when in doubt, contacting a trusted welding distributor or filler metal manufacturer can also help.
Subscribe to learn the latest in manufacturing.
Subscribe to learn the latest in manufacturing.

Industry News







