Factors to Consider When Selecting an Ironworker
As versatile as the ironworker is, it is still possible to purchase the wrong machine – or at least not the best one – for your application. Here are some reasons why careful examination of these factors will prevent that from happening.
Posted: May 15, 2012
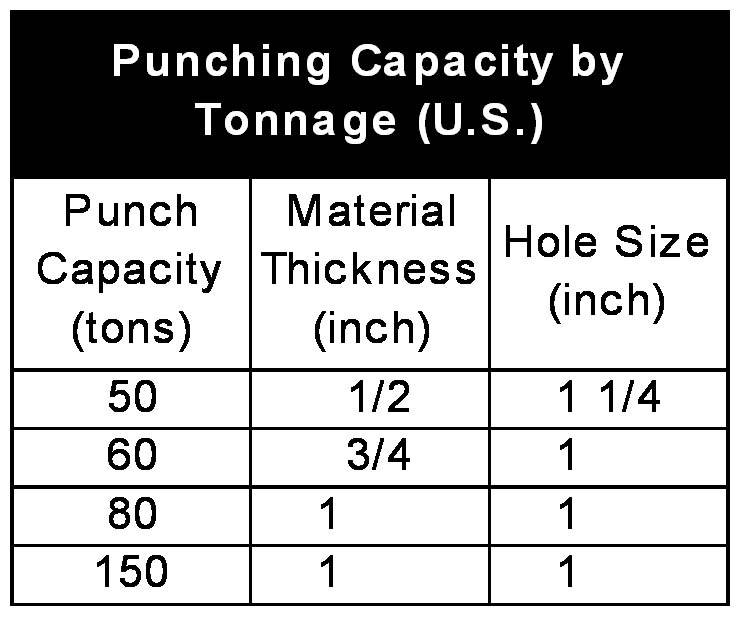




Beware! Not all tons are created equal. A metric ton actually is heavier than a U.S. ton (2,200 lb vs. 2,000 lb). A machine rated for metric tons should be able to punch a larger hole than a machine rated on the same number of U.S. tons. For example, 80 tons of pressure by U.S. standards can punch a one inch hole through one inch material; 80 metric tons should be able to punch a 1-3/32 in hole though the same material thickness.
Be sure to compare the rating of the machine, not only in tons, but also in the diameter of the hole and thickness of material it can punch. Ironworker tonnage ratings can vary from manufacturer to manufacturer.
ASSESSING VERSATILITY NEEDS
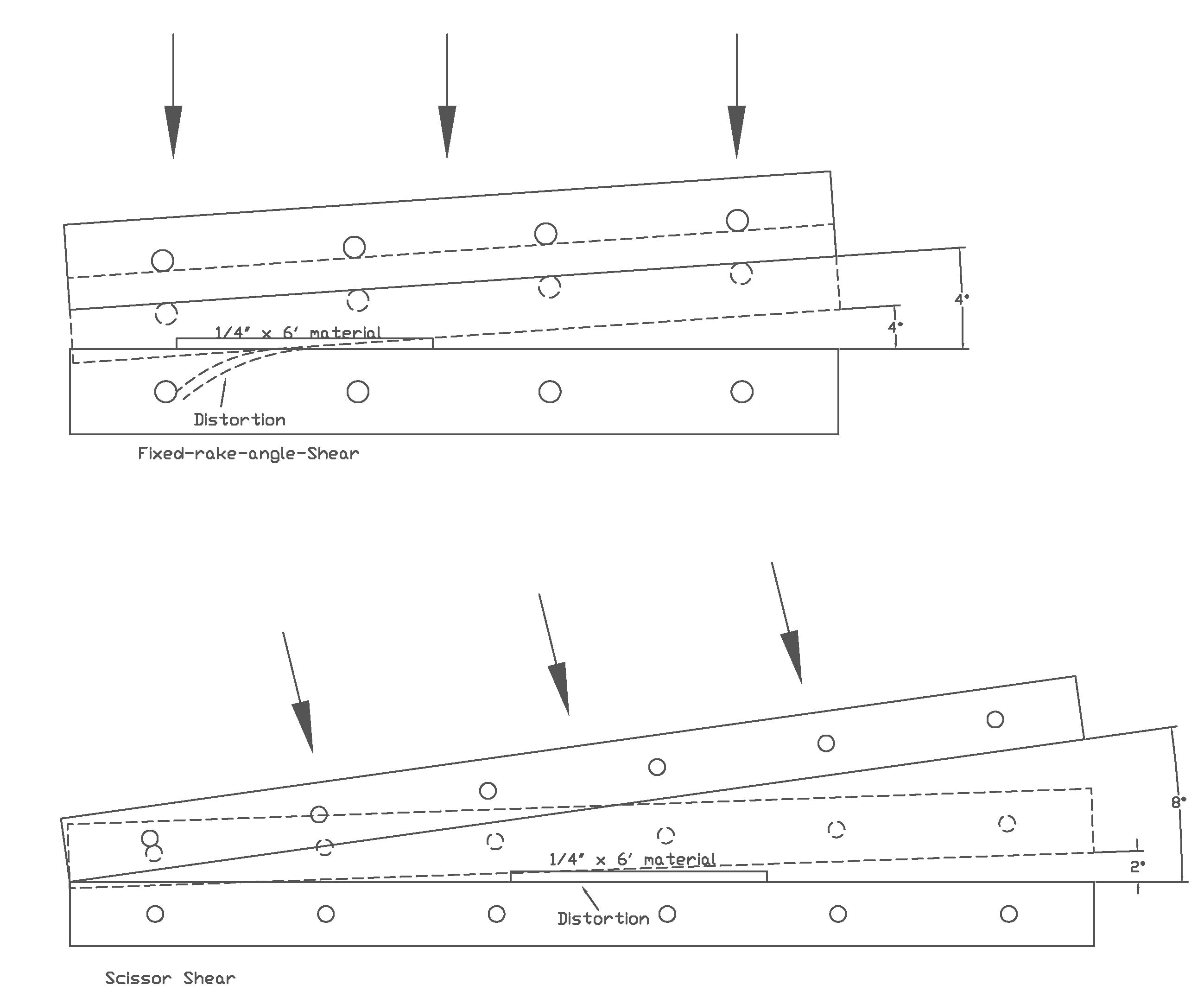
All ironworkers are equipped with flat bar shears. The main differences between flat bar shear stations are the length and the approach of the blade to the metal. Some ironworkers use a guillotine, or fixed-rake-angle shear, and others use a scissors-type shear (see Figure 2).
The advantage of the fixed-rake-angle shear is that the angle of the blade as it approaches the work remains constant throughout the cut, sometimes offering larger capacity without increasing machine tonnage. The disadvantage is that without the ability to vary the rake angle, the distortion of the drop piece will remain the same throughout the cut.
The advantage of a scissors-type shear is that it can vary the rake angle of the blade. Thicker material is cut closer to the pivot point. Thinner material is cut farther from the pivot point, where the rake angle of the blade is flatter, thereby minimizing distortion. Scissors machines typically have a longer flat bar shear, some up to 24 in long.
On some ironworkers, the rake angle of the bar shear blade is adjusted by inserting and removing wedge-shaped shims above the shear blade. This may require substantial mechanical ability and substantial time. Also, if the shims are not adjusted each time material thickness changes, the machine could be damaged. Ironworkers are available with different designs to enhance versatility. For example, the stations on some machines are permanently built in. These machines offer punching stations, angle shears, rod shears, notchers, and short flat bar shears. If you are a structural steel fabricator, you may prefer these machines because the stations cover the majority of the materials you process and do not require tooling changes.
If you are a general welding, fabrication, maintenance, and structural steel fabricator who does not know what a customer will bring in the door tomorrow, you may want an ironworker that offers the capability to adapt to all customer needs. Tabletop tooling concepts, which provide a wider variety of tooling, may suit your needs. In addition to angle shears, rod shears, notchers and flat bar shears, tabletop ironworkers offer options such as larger press brake bending attachments, tube shears, channel shears, pipe notchers, V notchers, picket tools, square tube shears and a variety of special tooling. Although these machines can use a larger variety of tooling than those with built-in stations, time is required to switch from one operation to the next.
ADDRESSING SAFETY ISSUES
Safety is an important factor when choosing an ironworker. Be sure to choose an ironworker that meets ANSI B 11-5 standards. Examine the guarding. Be sure it can be adjusted down to within ¼ in from the top of the material to be punched and to the bottom of the guard to stripper (this is an ANSI standard). This will prevent operators from placing any part of their bodies between the material being punched and the stripping mechanism. All other stations should offer complete safeguarding as well.
Subscribe to learn the latest in manufacturing.

Industry News






