Factors to Consider When Selecting an Ironworker
As versatile as the ironworker is, it is still possible to purchase the wrong machine – or at least not the best one – for your application. Here are some reasons why careful examination of these factors will prevent that from happening.
Posted: May 15, 2012




For productivity as well as safety, the machine you choose should offer an infinitely adjustable stroke control to minimize machine movement, decrease the number of pinch points and increase strokes per minute and production. This is especially important in bending applications and for special tooling for which the upstroke must be adjusted in addition to the downstroke.
Electric stroke controls offer advantages over mechanical linkage controls. Electric stroke controls have quicker cycle times and more precise stopping because they use switches that send signals to the control valve almost instantly. Machines that use mechanical linkage stroke controls must be in motion to cause the linkage to close the control valve. As the valve closes, the machine slows down and is more difficult to regulate.
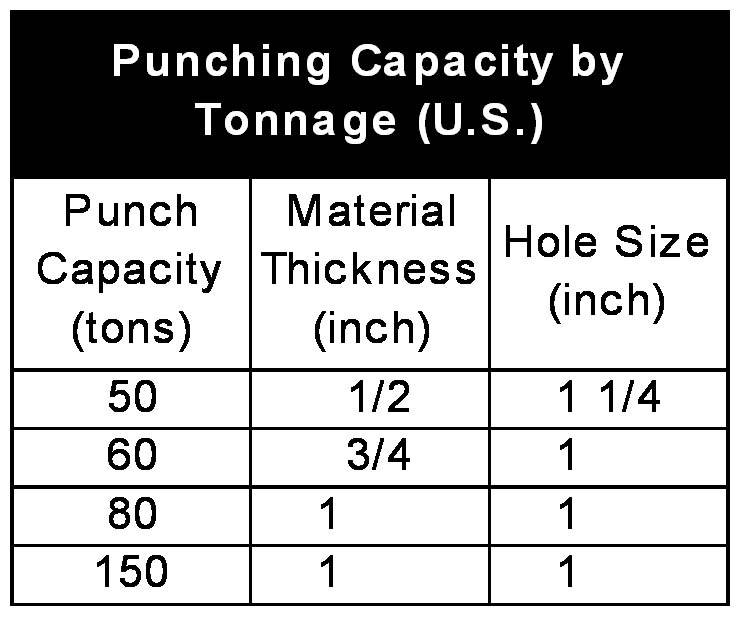
Safety instructions should include proper alignment of the punch and dies. Because punches are usually hardened to 58 Rockwell, the punch will not bend as it collides with a die. If it is out of alignment, it is more likely to flake or even explode, causing serious harm to the operator. The preferred and most widely used method of aligning the punch and die is similar to the way punch presses have been aligned for many years. This is done by bringing the punch ram to the bottom of the stroke and installing the punch and dies with the stroke down. This way, the punch already has been entered into the die, the alignment can be checked and guards may be replaced without machine movement.
ASSESSING QUALITY
In trying to determine equipment quality, consider the size of the pivot points and beam strength of the steel that is under pressure. Since your ironworker produces many tons of force, the force must be generated and transferred through the pivot points as well as the beam. Another good indicator of quality is how much shock is produced when the ironworker punches. Excess shock, which can be identified by a loud popping or banging noise as the punch goes through the material, could indicate the beam or side frame is stretching and snapping back into place. Continued shock can cause welds to break, as well as other failures. Higher-quality machines control this by increasing side frame, beam, and pin size.
The hydraulic system also should be a consideration. You are buying the machine for the tons of pressure it produces, not for the motor’s horsepower rating. Some ironworkers are designed (through mechanical advantages) to produce more tonnage with less horsepower, thus making the machine more efficient. Machines with higher-horsepower motors usually operate at a higher hydraulic pressure, or pounds per square inch, and this increased pressure can produce more wear on hoses, pumps, and valves.
EQUIPMENT SUPPORT
The final key in selecting an ironworker is support. An ironworker is a piece of equipment that is made to last for many years; this means it is important to be able to get additional optional tooling or special built tooling as well as replacement parts for the machine and support from the manufacturer for many years to come.
Remember that an ironworker purchase should be a well-informed and comfortable decision. Consider its ease of operation, ease of financing, and ease of delivery. Determine if a component or fully integrated ironworker is the right fit for you. Evaluate your financing options – you may be able to finance directly through the manufacturer – and know where the machine is being manufactured and where it ships from, as well as how long it will take to get it up and running in your fab shop. Before purchasing an ironworker, take the time to analyze your needs and carefully assess the features available. It will be time well spent.
Subscribe to learn the latest in manufacturing.

Industry News






