How Hard Thread Turning Shortens The Process Chain
High precision hard turning techniques are enjoying ever greater popularity in the metal processing industry. By shortening cycle times and increasing flexibility, high precision hard turning has advantages over grinding in particular when it comes to processing complicated parts such as spindle nuts or threaded spindles in the hard state.
Posted: March 5, 2014





Competitive machining requires constant checking and optimization of the processes. The economic advantages of high precision hard turning compared with grinding have been widely studied and discussed. The further development of high precision turning machines, control systems and metal cutting tools opens up new application areas, for example, in thread cutting.
PREPROCESSING AND FINISHING IN ONE CHUCKING
High precision turning machines made by Hembrug (Haarlem, Netherlands) have hydrostatically supported work spindles and slideways. Their positioning accuracy is +0.1 μm and their thermostability makes it possible to work with this accuracy for longer times. Their high rigidity allows higher process forces, so the machines are particularly well suited to high-precision hard turning (see Figure 1).
In addition to the machine design, the application technology and the hard turning technology are constantly being further developed. An important development stage concerns the complete processing of workpieces with threaded parts. The conventional processing of these workpieces consists of the following: milling or turning in the soft state, then hardening, then grinding. The use of hard turning makes it possible to drastically shorten the process chain. Using a high-precision turning machine, it is possible to carry out both preprocessing and finishing in one chucking.
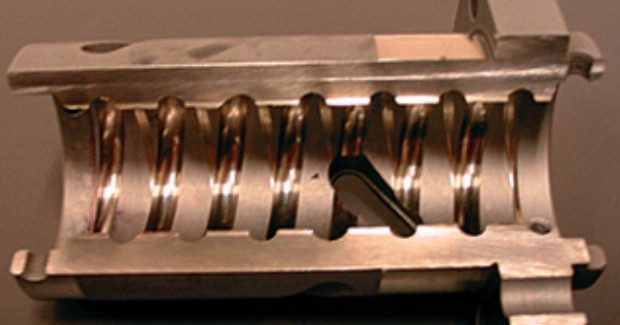
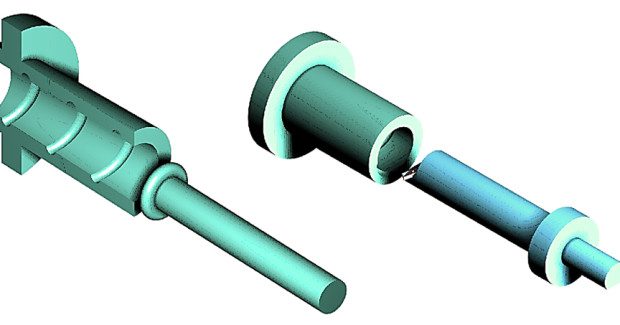
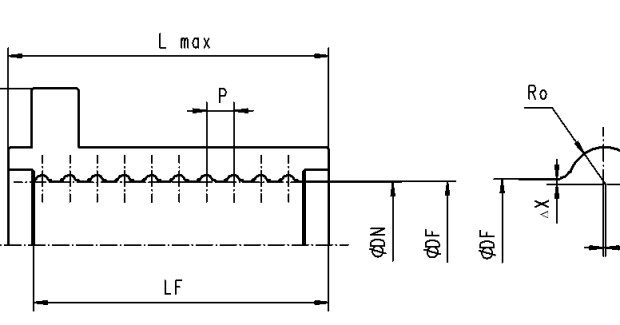
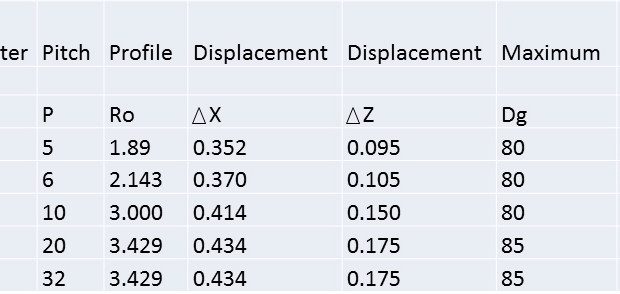
The example of the manufacture of a spindle nut for a ball screw (see Figure 2) demonstrates the advantages of high-precision hard turning. The main geometric data relating to the spindle nut family chosen are shown in Table 1.
http://youtu.be/eZnfCEE6lgU
Here is an overview of Hembrug Machine Tools Company.
THE MANY DISADVANTAGES OF THREAD GRINDING
Thread grinding, especially internal thread grinding with an optional thread profile or a large pitch, is a very expensive process. The disc diameter and the shank diameter in the case of internal thread grinding are limited by the bore diameter, the bore length, the profile depth and the thread pitch. The large pressure angle causes high process forces. As a result, there is a high tendency to jerk.
If jerking occurs, wear on the abrasive wheel, roughness and shear force all increase and the abrasive wheel has to work dynamically harder. This is generally achieved through a reduction in the cross section of the cut. This means less advance or reduced depth of cut. In the case of grinding the maximum possible cutting speed is generally set; all the measures taken to reduce jerking therefore result in a reduction in the rate of metal removal. So the rate of metal removal in the case of thread grinding is a lot lower than in the case of precision grinding.
The left-hand illustration in Figure 3 shows the layout and geometric relations in the case of thread grinding. The grinding disc should be set according to the thread pitch so that the rotational axis of the grinding disc is inclined to the rotational axis of the thread at the pitch angle. In the case of a larger pitch angle a smaller shank diameter should be chosen. The maximum possible shank diameter for thread grinding is 18 mm in this case.
The static rigidity of this shank is 8 N/μm if it is made from hard metal and 2.8 N/μm if it is made from steel. Assuming that optimum grinding conditions are achieved, the average specific cutting force will be 28 kN/mm2. The rate of metal removal is only a low value and is between 10 and 60 mm3/min. Because of the profiling and the dressing of the grinding disc high downtimes should be expected.
HIGH RATE OF METAL REMOVAL AND LOW PROCESS FORCES WITH HARD TURNING
In contrast to grinding it is possible with hard thread turning to find standard solutions. Using an exchangeable clamping chuck for clamping the standard indexable insert all the types of thread shown in Table 1 can be turned with just one boring bar. The pitch angles can be incorporated into the clamping chuck. The boring bar axis and the thread axis run parallel. The right-hand illustration in Figure 3 shows the layout and geometric relations in the case of hard thread turning.
The diameter of the boring bar is 28.5 mm if it is made from hard metal. The static rigidity reaches 50.3 N/μm, i.e. it is 6 times higher than in the case of grinding. This value makes a large cut cross-section possible for roughing (ap = from 0.1 to 0.2 mm, f = from 0.05 to 0.1 mm) as well as optimum values for trimming.
When trimming the thread profile it is possible to calculate optimum depths of cut along the thread profile corresponding to the desired roughness. The specific cutting force is from 8 to 14 kN/mm2, i.e. it is a third or at most half of the value in the case of grinding. The maximum cutting speed is limited by the pitch and the maximum axle speed and in this example is between 60 and 150 m/min. The rate of metal removal reaches 150 mm3/min in the case of trimming and 1,500 mm3/min in the case of roughing.
With hard turning the thread profile does not need to be preprocessed because large amounts of chips can be removed from between the thread flanks with the trimming with a high rate of metal removal. However, complete cutting of the thread in the case of hard turning is appropriate only in the case of smaller thread flanks.
In theory, there is no difference between hard thread turning and thread turning in the soft material state. The cut distribution differs only between processes as a smaller cut cross-section can be set with hard turning. The practical solutions differ, however, as the high accuracy requires special considerations (for example, distribution of heat effects or thermal expansion). Table 2 summarizes the advantages and disadvantages of hard thread turning and thread grinding.
The boring bar for hard thread turning with a full tungsten carbide shank is much more rigid than the grinding disc shank. The universal indexable insert removes the chips with a smaller contact length, so smaller process forces occur and a much greater rate of metal removal is still achieved. It is important that the cutting edge of the tool corresponds to the generator curve (profile curve), i.e. that the tangents of the thread profile curve and of the cutting edge are identical. It is therefore possible in theory to produce geometrically true thread profiles.
With thread grinding, on the other hand, the paths of the individual punches move from the grinding disc into the thread area. In this way a systematic internal geometry error occurs. Minimizing the geometry error in the case of thread grinding by profiling the disc and/or by modifying the setting angle increases the processing time required for thread profile grinding.
Subscribe to learn the latest in manufacturing.

Industry News







