Big Gains in Special-Form Slot and Groove Milling
Specialized Chip-Surfer tips from Ingersoll Cutting Tools cover virtually all hole making and slot-milling applications and have dramatically reduced form slotting time in mold making, gear making, heat exchanger fabrication and medical device manufacturing.
Posted: April 24, 2014





Feedback from manufacturers across a variety of industries indicates that there’s a better way available today to machine special-form slots including T-slots, retainer slots and gear teeth. Mold makers say the new practices not only reduce slotting cycle time up to 6 to 1 but also can simplify the mold design itself. Gear makers are now producing AGMA-grade gears – and worms – with ICI tools on mainstream CNCs rather than slower, more specialized high speed steel (HSS) hobbers or shapers. Heat exchanger fabricators have a workaround for tubesheet grooving that removes the biggest machining bottleneck in their overall build cycle.
These advances hinge on a form-matched replaceable-tip ICI milling cutter with near the delivery turnaround as a standard slotter and 0.0005 in repeatability. The Chip-Surfer™ from Ingersoll Cutting Tools Company (Rockford, IL) enables in-spindle tip replacement, and interchange, in 15 seconds with no touching off, and features form-ground profiles on standard blanks that are kept in stock. These two advances remove the two major compromises in tool selection from special-form slot and groove milling.
Here is a look at how these tools have transformed custom slot milling in a variety of industry sectors.
MOLD MAKING
Dozens of mold makers have sped up their mainstay slotting operations by more than 3 to 1, and sometimes up to 6 to 1, by replacing HSS form mills and other ICI mills with form-matched Chip-Surfers. These rates hold on hardened mold stock as well as softer wrought steel found mold bases, etc. Some shops have also trimmed cavity hogging time by treating the cavities as a series of slots and retooling accordingly. In all cases, tool life improved by 10 to 1 vs. HSS tooling and 2 to 1 vs. standard carbide ball mills.
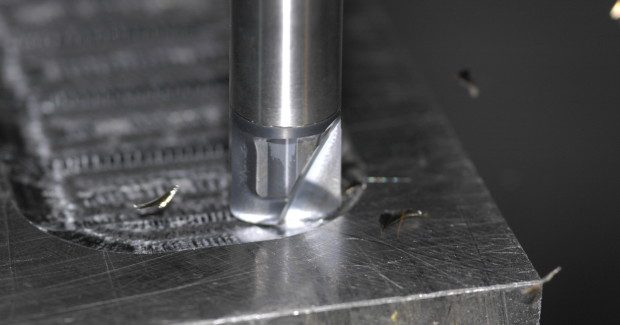
A demonstration of the fast removal, excellent surface quality and higher feed rate of the Chip-Surfer.
“These gains capitalize on the fact that cavity hogging is largely side milling and Chip-Surfer tips are more cylindrical than spherical,” says Bill Fiorenza, an Ingersoll die and mold tooling manager. “Kinematically, the majority of their active surface moves at uniformly optimum cutting speed. This is simply not possible with spherical ball mills, whose surface speed varies with diameter.”
In the Midwest, several alert mold makers have even adopted a new design standard for bushing retention, based on form-matched Chip-Surfers, with three benefits: simpler assembly, stronger finished mold and reduced machining cycle time. The new practice uses snap rings in grooves, machined with form-matched Chip-Surfers, rather than socket-head screws. Time savings per mold set average four to five hours for simple molds containing, say, eight to ten bushings. The savings ramp up proportionally with mold size and complexity.
“The new practice could save U.S. mold makers millions of dollars a year in machining and assembly time,” estimates Chad Meyer, an Ingersoll Cutting Tools application engineer who helped quarterback the application.
Datum Industries, LLC (Grand Rapids, MI) first applied a form matched Chip Surfer High Feed mill on a narrow cavity in an injection mold. Previous ball mills always left a bump at the bottom and rounded corners requiring a second bottoming operation. The new tool completes the slot in one third the time, leaving the bottom completely flat and corners sharp.
“The most pleasant surprise is the speed in and out of corners,” says Datum process engineer John Smith. “We get in and out of corners without having to slow down, and are left with a square corner and perfectly flat bottom.” Datum also reports a 25 to 1 gain in tool life and elimination of a semi-finishing operation. They go right from rough to finish.
GEAR HOBBING AND SHAPING
Gear maker Allied Specialty Precision Inc. (ASPI; Mishawaka, IN) transferred its tooth forming process from a traditional gear shaper to a CNC machining center using a form-matched Chip-Surfer. Result: 6 to 1 faster tooth generation for a family of aerospace sector gears in 14-4PH.
Allied approaches the parts not as gears and attacks the tooth forms as slots. Thus they can transfer the operation from a slow, specialized traditional gear shaper to a CNC multi-tasking center and to replace HSS gear gashers with an ICI Chip-Surfer. Now the parts are “done in one,” with no transfers between machines. “The ASPI case typifies what gear makers can expect by standardizing on ICI tooling rather than HSS,” says Andrew Thornburg, an Ingersoll Sales Manager who assisted in the application. “Gearmakers can bank on at least three times the removal rate and ten times the edge life.”
The previous gear gasher – essentially a HSS slitter with form-matched teeth – completed the tooth forms in two roughing and one finishing pass. Total cycle time for tooth machining was 28 minutes for a typical gear.
Allied now cuts the teeth with a one inch form-matched Chip-Surfer T slotting mill oriented like a slitting tool, which reduced cycle time below ten minutes. The stout carbide shank, which is reusable, stiffens the cutting system enough to improve surface finish on the wear surfaces of the teeth – all the way to the root.
“When you see a gear, you naturally think of a stroker-type gear shaper running with a single point HSS steel form tool,” says Todd Stoddard, an Allied manufacturing engineer. “But there’s also the web, hub and stepped shaft bore, which a shaper cannot do. Now we grab the part once and complete all seven operations.”
Worm manufacturers report similar gains running form-matched Chip Surfers on 4-axis CNC mills. Cycle times run 65 percent shorter on average, tool life is up 6 to 1. Moreover, specialized hobbing is history. In its first application, the Chip-Surfer completes the worm in a single 4 minute pass, down from 14 minutes. The replaceable tip costs about 2/3 less than a single regrind on the previous $400 HSS hob. Tip changes now take only a minute vs. 15 minutes to swap out a hob. “This solution could create a sea change in worm manufacturing,” says Konrad Forman, an Ingersoll North American milling product manager. “Legacy worm manufacturers can improve efficiency and any job shop with a 4 axis mill can now quote a worm job.”
HEAT EXCHANGERS
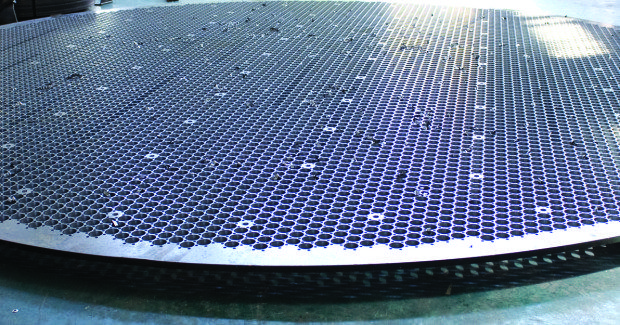
Several heat exchanger fabricators report similar gains on the most time consuming machining operation in their entire process. They have reduced tubesheet grooving time by 3 to 1 with a special dual Chip-Surfer that completes both grooves to industry code standards in a single plunging pass. A typical tubesheet may have several hundred holes that need grooving.
One early user reports reducing cycle time per hole from 18 seconds to 5 seconds on ¾ in holes in two-inch carbon steel tubesheets. The user also eliminated all burrs, previously a chronic problem whenever the tool began to wear even the slightest. “This is a big deal in the heat exchanger business,” says Ingersoll’s Mike Dieken, whose team developed the tool. “Speeding up grooving by three to one can boost the effective capacity of a typical heat exchanger shop by 25 percent and shorten delivery lead times.”
In essence, the new grooving tool is a very sophisticated ChipSurfer double form-slotting mill. With basically one orbiting radial plunge action, the cutter simultaneously produces the required two not-quite-circular grooves that meet all industry codes.
The appeal of form-matched Chip-Surfers is their ready availability for “custom” applications and precision repeatability on top of indexable carbide’s proven superiority over HSS and other ICI slotters. “Think of them as modified standards, not specials,” says Forman. Ingersoll stocks the tip blanks so it’s a simple matter to grind the required form and ship it out. This excises all the supply-chain risks associated with “special” tooling.
The full Chip-Surfer line includes a variety of tips covering most conventional and high feed milling, counterboring and other hole finishing operations. For coaxial operations, all tips can be interchanged in the spindle, to that same 0.0005 in repeatability to datum, in about 15 seconds. A choice of alloy steel or carbide shank is available to match the application’s stiffness requirements. The more ductile alloy shanks handle high side loads and interrupted cuts very effectively.
Ingersoll Cutting Tools, 845 S. Lyford Road, Rockford, IL 61108-2749, 815-387-6600, Fax: 815-387-6968, info@ingersoll-imc.com, www.ingersoll-imc.com.
Subscribe to learn the latest in manufacturing.

Industry News







