Micromachining of Metals Cheaper, Faster with New Laser Technology
Advances in single mode fiber laser marking technology with superior beam quality can now replace traditional EDM or other micromachining equipment.
Posted: July 30, 2014



It is a fact of life that components are getting smaller and smaller, especially in the medical, automotive, and electronics markets. New micromachining technology, including advanced laser markers with superior beam quality, is being used to achieve results similar to traditional machining technologies, but cheaper, faster, and more flexibly. The fiber marker technology can be two to three times less expensive than standard technology.
High volume manufacturers looking to meet miniaturization machining challenges while reducing costs can use the single mode fiber marker to achieve excellent results on a range of materials, including steel, nickel, titanium, silicon, aluminum, and copper. The method should be considered by those thinking about updating or replacing electric discharge machining (EDM) equipment, as well as those who might otherwise normally turn to 532 and 355 nm lasers when considering a new process.
MICROMACHINING: SEEING THE RESULT WITHOUT SEEING THE DETAIL
Micromachining refers to making small features using such standard machining operations as drilling, cutting, scribing and slotting – but on a ‘smaller’ scale. There is actually no official scale for determining when an operation is micromachining, but a good rule of thumb is that the features cannot be seen ‘without one’s glasses,’ or that you are ‘seeing the results without seeing the details.’ In other words, you might have no idea what was done to the material to get a particular effect. For example, if you drilled 50 micron holes in a piece of copper you would see light, but would not be able to see how big or small the holes were that are letting light through.
FIBER LASER MARKER: THE RIGHT TOOL FOR THE JOB
In the hands of a skilled operator, recent advancements in the use of a fiber laser marker for micromachining can create desired features not normally associated with this equipment. The major benefit of this approach is that fiber laser markers are two to three times less expensive than standard equipment used for micromachining.
Working successfully at such a small scale requires the right tool as well as knowledge of how to use the tool to achieve the desired results, in terms of both quality and speed of material removal. For example, Miyachi Unitek recently introduced the LMF2000-SM single mode fiber laser marker, which features unique parameters and control of those parameters that enables micromachining of fine detail dimensionally and at an excellent removal rate.
The laser marker features extremely high beam quality, with an M squared of less than 1.3, which produces a focused optical spot size down to 20 microns, making it particularly suited for scribing and cutting a wide variety of materials, including alumina, silicon, copper, and aluminum foils. In addition, the use of selectable pulse width waveforms with different pulse widths and peak power characteristics enables tuning of the removal rate and quality of the feature surface.
This independent control of pulse width and peak power with pulse frequency offers clear advantages of control and process tunability compared to traditional q-switched lasers that offer fixed pulse width/peak power settings as a function of q-switch frequency. The scan head that rapidly moves the laser is also a key part of the system and needs to provide sufficiently high speed movements with suitable repeatability and accuracy.
The fiber laser micromachining technology can be used for a wide variety of applications, such as selective plating removal for solder barrier, solar cell scribing and hole drilling, hole drilling of stainless steels for medical hypo tubes and fluid flow control systems, and cutting of sub 0.02 in thick metals for fast part prototyping.
COMPARING FIBER MARKERS WITH OTHER MICROMACHINING TECHNOLOGY
Single mode fiber laser markers can be used as an alternative to more costly micromachining technologies, including sinker EDM equipment, or 532 and 355 nm Nd:YVO4 lasers.
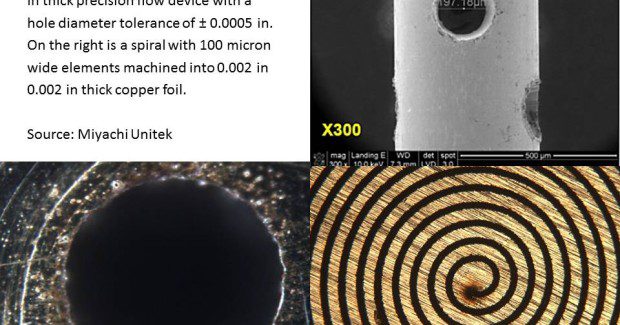
For example, in Figure 1, we see how the technology could be used as a replacement for sinker EDM machines. The picture on the left shows the drilling of a 150 micron hole, ± 10 microns in 200 micron thick steel, with no post processing. The minimal amount of debris and tight hole tolerance was achieved in 50 percent of the time taken by sinker EDM equipment.
In addition, because the laser marker offers a working XY area, multiple parts can be completed in a single loading operation, as opposed to a one up loading on the sinker machine (unless an additional investment is made in motion equipment.) This advantage makes the fiber laser marker return on investment (ROI) even more compelling. The fiber laser can also process difficult materials such as thin sheet material and foils, shown also in Figure 1 is a spiral with 100 micron wide elements machined in 50 micron thick copper foil.
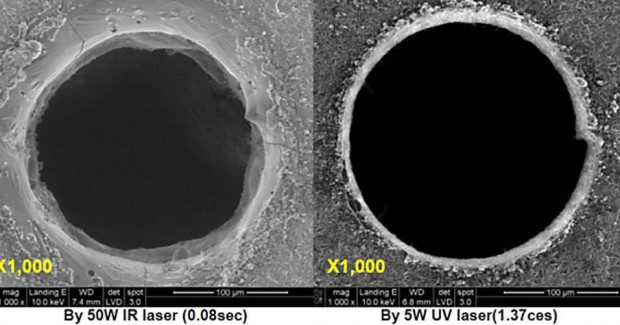
Figure 2 shows a comparison of drilling silicon using a fiber laser marker (left) and a 355 nm UV laser source (right). The UV laser provides a better quality than the fiber laser, but the fiber laser results are good enough for this particular application, offering sufficient quality for “fitness for purpose.” In addition, the fiber laser was 17 times faster than the UV laser and 50 percent of the cost. Note that the UV hole shows a roundness defect, due to a laser path program error.
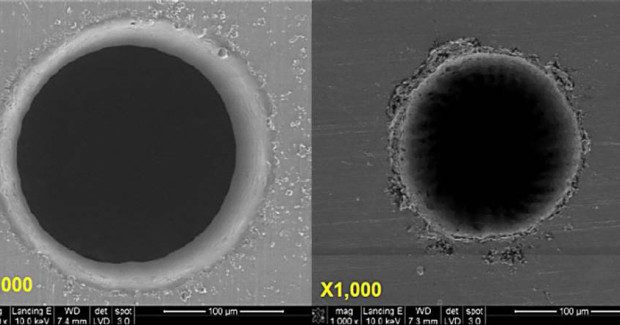
Figure 3 compares the quality of holes drilled with a 20W single fiber laser (left) and 5W 355 nm laser (right) in 0.008 in stainless steel in the same processing time.
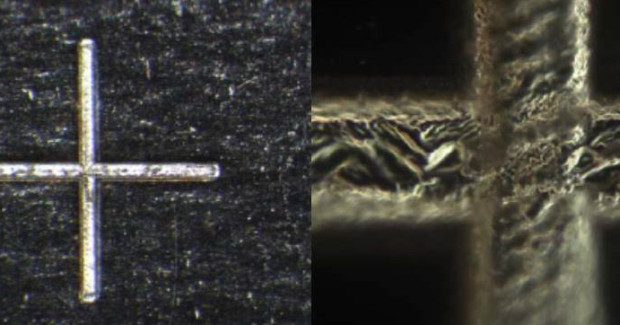
The finesse and machining control that is possible using the single mode fiber laser is highlighted in Figure 4, in which the fiber laser marker was used to machine a 25 micron thick metal foil to a 13 micron depth. The application was to provide a preferential failure point in a component. The channel width was 75 microns and the depth variation over the entire area was ± 1 micron. (This equates to taking material that is one-fourth the width of a human hair and leaving only about one-tenth of a human hair after micromachining.)
Ceramic is another commonly used material in microelectronics, and a 355 nm laser is typically used for scribing and drilling of ceramic materials. Figure 5 demonstrates that the fiber laser marker can be used in ceramics machining. The fiber laser marker can avoid micro cracking for a wide variety of features in ceramic materials.
There are many applications that require (or can benefit from) the laser’s capability to selectively remove platings or coatings on metals, ceramics, and even plastics. Fiber laser machining techniques have shown good results in micromachining solder barriers or solder dams, thin film resistor/capacitor trimming, and active layer removal in battery foils for welding purposes. This selective and tailored layer removal process is usually impossible during the component or part production process, because masking the area is simply not feasible.
The laser is extremely useful in selecting the exact resistance value for a circuit. It is excellent when used for resistance or capacitance trimming, as part of a dynamic iterative removal and measure tuning process in which removal areas may change from component to component.
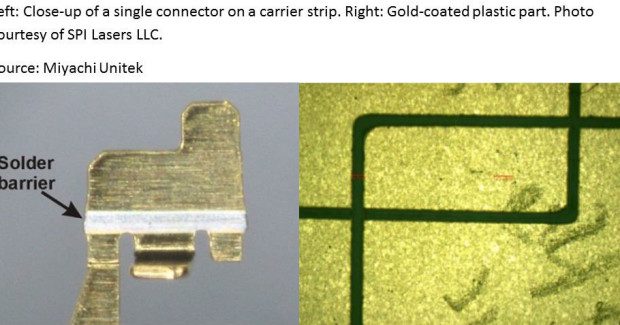
Figure 6 shows two examples of solder barriers created using fiber laser technology. For each part, the laser is selectively removing the gold layer. After a gold coating, the laser can be used to selectively remove material; this is a quick inline process that works well.
SINGLE MODE FIBER LASER MARKER IS A MOST EFFECTIVE MICROMACHINING WORKSTATION
The single mode fiber laser marker can be a cost effective micromachining workstation for drilling, cutting, scribing, ablation for a variety of applications. And of course it can mark as well! This desktop mini machining center provides the benefits of dual or multi purposing to maximize ROI.
It must be noted that, in additional to having the right tool for the job, it is important to know how to use the tool efficiently and effectively. Miyachi Unitek has developed a number of machining methods that enable the single mode fiber laser to perform beyond its surface characteristics, while ensuring that the stability of the process is in line with a volume production process.
Subscribe to learn the latest in manufacturing.

Industry News






