



Efficient Bar Machining of Complex Parts
The SPRINT 20|5 from DMG MORI is ideal for the high volume production of simple to medium complexity parts machined from bar.
Posted: October 30, 2014



The new SPRINT 20|5 from DMG MORI (Hoffman Estates, IL), which is built at the completely modernized Gildemeister Italiana S.p.A. plant near Brembate di Sopra, Italy, represents the addition to the successful SPRINT series of an attractively priced machine tool for bar machining with a diameter of up to 20 mm / 0.8 in . The SPRINT 20|5 comes standard with five linear axes and a C-axis on the main spindle. The work area can accommodate up to 23 tools total, with 4 pockets equipped for driven tools. Two of these four pockets can also be equipped with driven tool stations for rear-sided machining, including a C-axis for the counter spindle.
This machine tool is designed for the serial production of simple to medium complexity workpieces machined from bar. The bar capacity of the main spindle is Ø 20 mm / 0.8 in. The counter spindle can be optionally equipped for shaft unloading of workpieces measuring Ø 20 x 600 mm / 0.8 x 23.6 in.
Another feature that promotes both reliability and precision is the system’s extremely stable construction, which uses robust 25 mm / 1.0 in. widely spaced ball guides to ensure consistent rigidity. The thermally stable cast base is designed as a flat bed, with steep covers in the interior that allow optimum chip flow. The machine boasts up to 23 tools, including up to six driven tools that can achieve chip-to-chip times of less than 0.2 seconds to ensure maximum efficiency. This already high level of productivity is further enhanced by automatic workpiece unloading.
http://youtu.be/QmKc69r9yaw
The main spindle is equipped with a C-axis for the machining of complex operations. The counter spindle is equipped with a C-axis when combined with the optional driven tools for rear-sided machining. Both drive spindles are designed as integrated spindle motors. The main spindle has a rating of 2.2 kW / 2.9 hp and 14 Nm / 10.3 ft-lb with speeds of up to 10,000 rpm. A maximum 1.5 kW / 2.0 hp, 4.8 Nm / 3.5 ft-lb and 10,000 rpm are available on the counter spindle.
“In combination with our SWISSTYPEkit, the stroke of the main spindle is extended from 60 mm to 180 mm (2.4 in to 7.1 in), allowing both short and long turning on a single machine. Mounting the guide bushing and changing the control via menu navigation is all it takes. The entire process takes less than 30 minutes”, explains Paolo Musante, the managing director of Gildemeister Italiana S.p.A. “This extremely simple and speedy conversion from short to long turning offers two decisive benefits. First, only one machine is needed for two different workpiece varieties. Second is reduced variable costs. Short workpieces can, of course, be machined on a Swiss-type turning machine, but the residual length in the long turning configuration here is 170 mm (6.7 in) for H9 quality and only 70 mm (2.8 in) for J11 quality in the short turning configuration.”
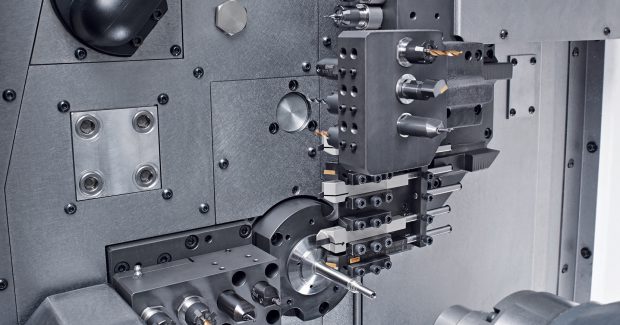
In total, the work area has space for 23 tools arranged on two independent tool carriers for parallel machining on the main and counter spindle. The main spindle has six pockets for front machining and six for radial turning operations. An additional four radial stations are also equipped for driven tools. There are three pockets on the first tool carrier for rear-sided machining on the counter spindle, with an additional four pockets on the second carrier. The carrier can also be optionally equipped for two driven tools including a C-axis for the counter spindle.
The machine is equipped in the production-optimized STEALTH design to provide minimal space requirements of just 1.98 sq m / 21.3 sq ft, including the 10.4 in control panel for the Mitsubishi M70 control. “Our designers have achieved a small miracle here: machining workpieces with a length of 180 mm (7.1 in) with 23 tools is certainly a market standard, 600 mm (23.6 in) long shafts are something special, but absolutely unique is the space requirement of less than 2 sq m (22 sq ft),” raves Musante about the small machine with the large work area.
A wide choice of options is available for serial production. In this regard, it is worth mentioning the bar machining package with a chip conveyor and bar loader. In addition, the tool stations can also be equipped with a quick tool-change system enabling 20 percent shorter tooling or re-tooling times.
The SPRINT 20|5 is the ideal machine when it comes to the serial production of simple to medium complex components from bar for the medical, automotive, electronics, fluid and hydraulic industries. Other special equipment is also available depending on customer requirements. For example, a patented unit for external thread whirling with a direct drive, or a high-frequency unit with speeds of up to 80,000 rpm for milling Torx profiles in bolt heads, drilling micro-holes or whirling internal threads.
Highlights
- Machining of workpieces measuring up to Ø 20 x 600 mm / 0.8 x 23.6 in on a footprint of less than 2 sq m / 22 sq ft
- SWISSTYPEkit for short and long turning on a single machine
- 23 tools on two independent carriers, thereof four driven tool pockets for the main spindle and two driven tool pockets for the counter spindle*
- 20 percent shorter tooling times thanks to the quick tool-change system (optional)
- Optimum chip flow thanks to the steep covers in the work area for direct downward chip flow
- Unloading unit for long workpieces up to 600 mm / 23.6 in through the counter spindle (optional)
- High-pressure coolant supply (optional) up to 120 bar / 1,740.5 psi
- CNC control M70 from Mitsubishi with 10.4 in color display (FANUC 32i-B optional)
Subscribe to learn the latest in manufacturing.


Industry News







