Tooling & Workholding Showcase One
Our first review of some of the latest advances in tooling for machining and fabrication.
Posted: April 9, 2015







FLEXIBLE TOOLING FOR GEAR AND SPLINE MANUFACTURING
The CoroMill 172 and 171 disc cutting concepts from Sandvik Coromant (Fair Lawn, NJ) are adapted for gears, splines and racks to enable gear profile manufacturing on most types of CNC machines. A primary benefit of the cutter is single setup machining: using one machine for many operations and one cutter body for different insert types. This significantly reduces setup time, machine down times or the need to outsource the gear profiling operation due to lack of dedicated machines. CoroMill 172 and 171 disc cutters offer an easy-to-program, versatile and time saving solution for milling of high-quality gear profiles. Thanks to indexable carbide insert technology and powerful iLock interface (on CoroMill 172), components can be machined in flexible, non-dedicated machines, such as multi-task machines and machining centers, as well as in hobbing machines.
https://youtu.be/LEmBnjnbd8M
Both concepts are particularly cost-effective for small-to-medium batches of internal and external gears and splines, as well as racks and pinions. They can be used to generate straight flank or involute profiles, and are designed to be able to hold a range of inserts, offering flexibility for customers producing gears and splines of close module size and similar tooth profiles. CoroMill 172 is available in module 3-10 (DP 8 – 2.6), CoroMill 171 in module 0.8-4 (DP 32 – 8) with gear profiles in accordance with DIN 867 for gears and DIN 5480 for splines. Diameters range from 2.5 in to 10 in (63 mm to 254 mm) for the CoroMill 172 and 1.5 in to 3 in (39 mm to 70 mm) for CoroMill 171. Machining using ground carbide inserts can take place dry, further reducing costs.
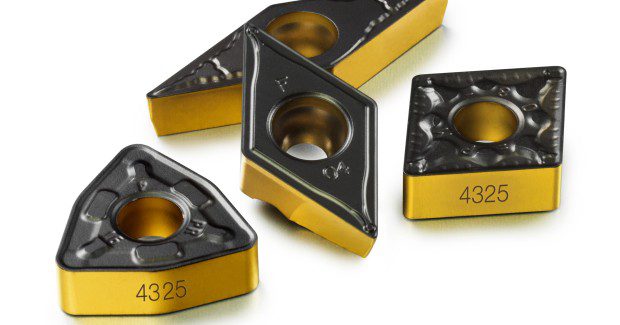
Sandvik Coromant also offers the innovative GC4325 coated cemented-carbide grade tool material for steel turning that provides a new, higher potential for increasing cutting speeds and a longer, more predictable tool life with very high reliability, over an extended broad ISO P25 application area. Predictability has become increasingly important in today’s machining, especially where there is limited supervision in production. There are always a number of threats to the edge line remaining intact long enough in steel turning. One challenge is the breadth of the ISO P25 application area, which includes several very different materials, from ductile low-carbon steels to high-alloy hard steels, bar material to forgings, castings to pre-machined parts. The advances with GC4325 actually help users resist holding back on cutting-data levels. The grade provides extremely high process security through its ability to retain an intact edge line.
https://youtu.be/g5bARuVs1IA
The insert substrate and coating of GC4325 have been developed to better withstand high temperatures, thereby reducing the effect that causes excessive wear. As a bonus, the grade is highly capable of maintaining the insert edge line at higher temperatures, which translates into the capability for higher cutting speeds with added security through more predictable, longer tool life. With all this in mind, an average productivity increase of 30 percent from today’s existing levels is now available. The grade represents a new generation of performance with coated cemented-carbide indexable inserts, providing a new potential to be tapped throughout a large and diversified application area.
The CoroMill® Plura compression end mill for composites from Sandvik Coromant is certain to be of great interest to any manufacturer machining carbon-fiber reinforced polymers (CFRP). Unlike conventional end milling cutters, the innovative CoroMill Plura tool combines positive and negative helix design to ‘compress’ the top and bottom of the component edge. This minimizes any potential for delamination, a common defect when machining CFRP and several other types of engineering composites using higher helix cutters.
The Plura end mill has been designed for edge milling applications on workpieces with a minimum thickness of 6 mm. It features optimized micro geometry that offers six effective cutting edges for achieving a surface finish (Ra) of well below 0.0001 in (4 µm), in combination with high material removal rates. Users should keep the split-line in the middle of the material for best results. When the tool cuts fibers going against the grain on the top or bottom surface there is potential for more splintering than when the tool cuts along the fiber direction. Conventional up-milling strategies are recommended as these typically deliver less vibration. Among the cutting data users can expect to see is cutting speeds of 656 fpm to 1312 fpm (200 m/min to 400 m/min), and feed rates of 0.001 in/tooth to 0.002 in/tooth (0.03 mm/tooth to 0.06 mm/tooth) for roughing or 0.008 in/tooth to 0.0015 in/tooth (0.02 mm/tooth to 0.04 mm/tooth) for finishing.
Aside from the aerospace industry, other sectors set to benefit from the new end mill include motorsport, marine, wind energy and leisure – essentially any company machining CFRP that is looking to enhance material removal rate and tool life while at the same time achieving minimal delamination of layers. The CoroMill Plura compression end mill for composites makes use of GC1630 grade for extended life, and comes in diameters ranging from 0.24 in to 0.63 in (6.0 mm to 16.0 mm), and lengths (total) from 2.99 in to 3.94 in (76 mm to 100 mm).
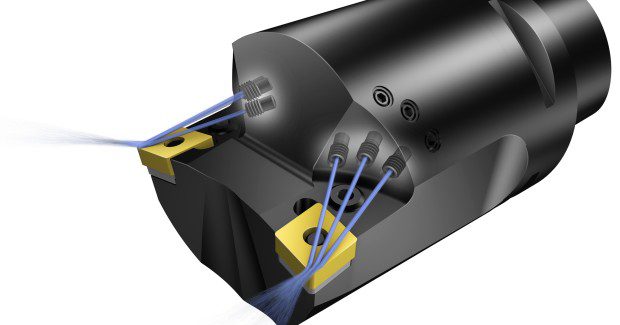
Accurate targeting of coolant during machining provides maximum effectiveness in chip evacuation. However, precision and pressure are two equally important aspects of coolant. A high precision coolant requires lower pressure. The higher the pressure, the more demanding applications can be machined with excellent results. Sandvik Coromant leads the way in cooling technology solutions through advanced nozzle technology and dedicated insert geometries for steel, stainless steel and HRSA material for all machining applications with a range of insert geometries and customized tool holders that feature fixed nozzles that guarantee a precise coolant jet flow accurately hitting the center of the cutting zone target.
The coolant flows from the pump to the tool through nozzles directed exactly at the cutting zone. This produces a wedge of coolant that efficiently removes the heat from the cutting zone and forms the chip. Improved chip control and longer tool life are just two of the benefits that contribute to secure and predictable machining, preventing unplanned machine stoppages. Increased productivity can even be achieved in tricky applications, and in difficult to machine materials, regardless of the pressure you use.
When using low pressure 7 bar to10 bar (100 psi to 150 psi), CoroTurn HP holders with high precision nozzles outperform regular tool holders that can have a tendency to flood coolant. This makes for improved chip control and better process security in steel and other common materials. Substantially higher cutting data can also be applied, as well. For demanding materials, such as duplex stainless steel and HRSA material, higher coolant pressures of 70 bar to 80 bar (1,000 psi to 1,200 psi) are needed. The unique CoroTurn HP nozzle technology, in combination with the new-SMC, -MMC, -PMC insert geometries, provides greater productivity. Few machines provide solutions for 150 bar to 200 bar (2,200 psi to 2,900 psi) pressures, but Sandvik Coromant offers standard holders and inserts that allow for up to 275 bar (3,900 psi) of coolant pressure. Coromant Capto clamping units for high-pressure coolant with 200 bar (2,900 psi) coolant pressure capability provide unrivalled performance ensuring that machine utilization is optimized through reduced set-up and production time.
Sandvik Coromant U.S., 1702 Nevins Road, PO Box 428, Fair Lawn, NJ 07410-0428, 201-794-5000, Fax: 201-794-5157, us.coromant@sandvik.com, www.sandvik.coromant.com.
FORMING TOOL CUTS SECONDARY OPERATIONS AND COSTS
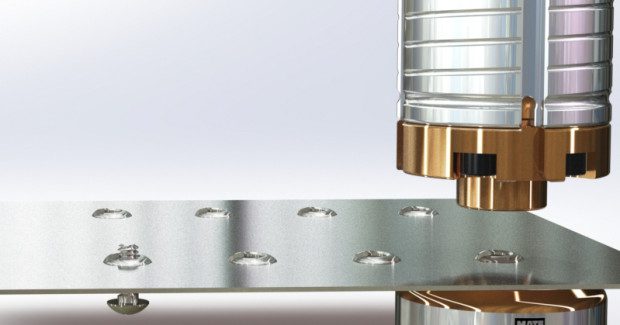
For every fabricator that is interested in new ways to make fabrication processes more efficient, cost effective and higher quality, the Hybrid Threadform Forming Tool from Mate Precision Tooling (Anoka, MN) can fasten two pieces of sheet metal together without tapping or secondary operations and has been proven to save up to 150 percent over traditional welding methods. The tool is designed with an upper and lower insert machined with a profile that precisely matches the thread helix of the screw head.
To watch a video on the Hybrid Threadform Forming Tool, please click here.
Designed for use when the material thickness is greater than the screw pitch, the Hybrid Threadform tool thins the material in the center of the form, creating a threadform helix so that the material fits between the pitch of the screw head in just one direction. It operates fast, too, at speeds of 200 spm. In one application using a Hybrid Threadform tool to fabricate POP displays for the retail market, the tool totally eliminated the need for welding self-clinching nuts into display panels, resulting in a cost savings of one cent per threadform hole vs. 15 cents for welding the nuts for this application. The time savings for assembling this order of 10,000 displays was huge, ensuring delivery of the entire display order weeks ahead of schedule.
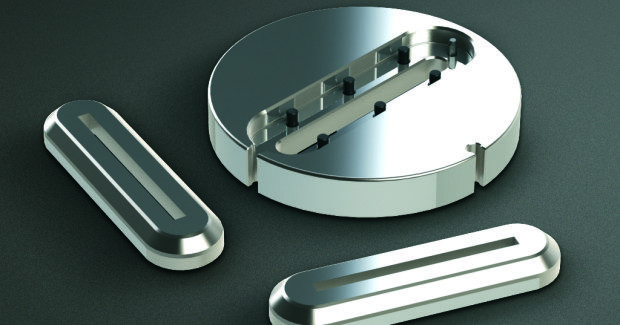
The company also offers the Versadie™ thick turret insert slitting die for D and E Stations. The Versadie design takes clamp clearing operations to a new level by (1) reducing material cost and waste for slitting operations by punching closely to the clamps and (2) allowing users to replace die inserts without replacing the entire slitting die. Further enhancing productivity, the Versadie features easily replaceable die inserts that accommodate lengths up to 4.560 in (115.82 mm) for E stations and 3.560 in (90.42 mm) for D stations. These are currently the longest available in the industry.
“Clamp clearing dies are necessary when maximum sheet usage is required,” reports John Galich, Mate’s marketing manager. “Versadie now provides the ability to punch as close to the clamps as possible reducing both material cost and waste. Mate’s proven excellence in tool design with this die gives fabricators another new way to manage tooling costs while improving productivity.” Versadie is stronger than an ordinary slitting tool dies and withstands the most demanding punching operations. The die insert is precision manufactured from MPM82 tool steel. This high speed, particle metallurgy steel allows for sharper edges on the die opening, giving Versadie high value and long lasting versatility – ideal for slitting operations.
Versadie also has tighter tolerances of the insert to the holder. Together, these design features ensure greater machine uptime, lower tooling costs and overall lower fabricating costs. The die body itself is made of S7 shock resistant tool steel. Another feature is that the die body is easily shimmed after the insert is sharpened during routine maintenance. There is no need for special insert shims. Just use existing standard thick turret die shims under the die body. Another important feature is the SlugFree® die design that prevents slug pulling and prevents damage to the piece part and the tooling.
Versadie is available in metric and inch sizes in standard rectangle, oval, and double D shapes. Special order designs are available for rectangle/oval, double rectangle, rectangle with tabs, trapezoid, cable opening, cable opening with tabs, and breakaway. Shims are available in D station, package of 3 each: 0.016(0.40); 0.032(0.80); 0.048(1.20) and E Station, packages of 3 each: 0.016(0.40); 0.032(0.80); 0.048(1.20).
Mate also offers Special Spring Packs and Guides for Boschert Bus Bar Presses that are designed for the efficient processing of copper bars. “Bus bar presses such as the Boschert CU Profi and the CU WK II were developed for the efficient processing of copper bars. These special spring packs and guides are specifically for these punching machines,” notes Galich. The specialized tooling for Boschert A and B stations consists of custom length spring packs that work with UltraTEC® guides, punches, strippers and dies. The tooling designed for Boschert C and D stations are custom guide assemblies that use Original style thick turret punches, strippers and dies. Mate also offers a punch, stripper and die for the Boschert specialty shearing tools (size 80x8mm or 50x10mm) which include a custom guide, punch, stripper and die.
Mate offers CleanBend™ Press Brake Tooling for bends without die marks. Utilizing rotating supports within the tooling, CleanBend press brake tooling enables high quality sheet metal forming in a wide range of applications, including bending short flanges; bending a flange to a diagonal sharp or across existing holes; bending delicate or polished materials, including plastic coverings; and much more. CleanBend is available for European Precision, Wila Trumpf and American style press brakes in a full range of sizes from 8 mm (0.315 in) to 30 mm (1.181 in).
Thick Turret Roller Solutions provide high speed production of slits, ribs and offsets without burrs. Designed for high speed production of slits, ribs and offsets in a wide range of materials, these Roller Solutions do the work with no burrs or nibble marks. Tooling speed equals the programmed table travel speed while creating curves, arcs and circles with the auto index station. Available now in thick turret B station size.
Mate also provides consumables for CO2 and fiber lasers, including high performance Peak, Black Magic™ and Performax CO2 lenses; fiber laser lenses, nozzles and mirrors; and CO2 laser nozzles and accessory products.
Mate Precision Tooling, 1295 Lund Boulevard, Anoka, MN 55303, 763-421-0230, Fax: 800-541-0285, marketing@mate.com, www.mate.com.
MEASURE SPINDLE CLAMPING FORCE ON SMALLER TOOL SHANKS
A spindle pull-in force measuring device for smaller tool shanks from Röhm Products of America (Lawrenceville, GA) is engineered for use with clamping systems for smaller tool shanks, including HSK A 25, A 32 and A 40 and steep taper SK [CAT/BT] 30. Initially introduced for shank sizes from HSK 50 to HSK 125 or SK 40 to SK 60, the F-senso device measures the pull-in force of machine tool clamping systems, making it possible to detect changes in force before they affect machining quality.
Fitted with adapters for HSK or steep taper shanks, the F-senso device is pulled into the spindle taper of the machine tool and provides an exact measure of pull-in force. Force readings cover a range of 0 to 15 kN (3,370 lb). The adapters are contoured to permit use with a machine’s automatic tool changer, and a revolving ring with a scale makes it possible to simulate the tolerances of the tool and the machine spindle over a wide range. User-friendly features of the F-senso device include the ability to automatically save the last displayed reading for reference, and extended operating times provided by a 9V battery. The pull-in force of a spindle’s tool clamping system has a crucial role in processing quality and safety. The new compact F-senso design makes it easy to monitor and detect changes at an early stage and take any countermeasures necessary.
Röhm also offers Orange Line live centers with excellent price-performance ratios, high availability and fast repair services. Orange Line live centers have triple bearings for long life and high runout accuracy. Available in MT 3, MT 4 and MT 5 sizes, these centers are through-hardened to withstand repeated regrinding. They also have slim housings to achieve lower interference shapes. Able to accommodate maximum workpiece weights of 661 lb (MT 3), 1,102 lb (MT 4) and 1,388 lb (MT 5), these centers withstand high clamping pressures and allow for high turning speeds without the need for separate lubrication.
Röhm Products of America, 5155 Sugarloaf Parkway, Suite K, Lawrenceville, GA 30043, 770-963-8440, Fax: 770-963-8407, rohmusa@roehm.biz, www.rohm-products.com.
Subscribe to learn the latest in manufacturing.

Industry News







