No Marks Allowed
Precision-made tooling is part of the formula that helps this Nashville shop produce unmarked, repeatable and high quality stainless parts that meet both cosmetic appearance and food safety standards.
Posted: October 6, 2017




American Fabricators, Inc. (AFI; Nashville, TN) has been around since the early 1980s. In that time, they have become one of the most diverse manufacturers in the southeast U.S. With more than sixty pieces of fabricating equipment, this shop can take on just about any type of job, utilizing just about any type of material. “We’re very diverse in what we do,” said Jonathan Gregory, their operations manager and a 25-year veteran with the company. “We make everything from cosmetic stainless steel parts for appliances all the way up to 1,500 lb steel I-beam frames for heavy equipment.” This vast assortment of part runs brings a variety of materials through the production line. The different part designs, different materials and different tooling needs, however, bring challenges on the shop floor, especially when it comes to producing stainless steel parts that demand high cosmetic and safety standards.
“One of our biggest, most challenging projects is for the food industry,” noted Gregory. “All of the parts are cosmetic stainless steel and are designed for service in fast food restaurants. Not only do the stainless parts have to meet cosmetic standards, but we also have to maintain a high level of safety. We must make the parts safe for food preparation and ensure employees’ physical safety by eliminating any sharp edges.” To meet these high standards and make successful part runs, the shop employs a number of techniques and tactics: the right tooling, skilled operators, and utilizing a technique called radius bending, a method that requires tight tolerances while maintaining an unmarked finish, all contribute to successful production of the challenging part runs.
BENDING TACTICS
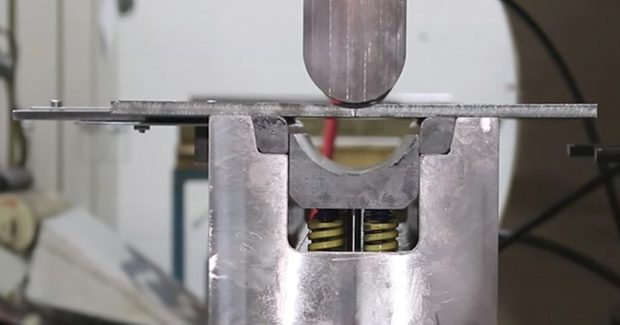
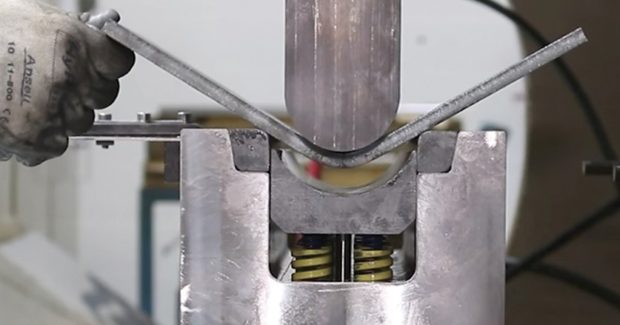
To maintain the tight tolerances on the stainless steel when forming on the press brake die, certain bending tactics must be utilized. These can be complicated, even for highly skilled operators. “We want to make sure that the die combination is wide enough to accommodate the sheet, but then also we want the radius on the top of the die, so that we’re pulling the part down into the V of the die or across a radius corner versus a sharp corner,” explained Gregory. “So it’s kind of a tricky operation.” Highly skilled operators and the right tooling designed for press brake bending can help provide successful results and smooth production. “We’re fortunate to have employees who have been in the sheet metal business for a long time, so they have the knowledge and experience to know the right die combinations for this type of bending,” added Gregory. “We also make sure we have good quality tooling for the job to get a good, clean bend and a non-marked finish.”
As well as cosmetic parts for the food service industry, the shop regularly utilizes radius bending techniques on cosmetic parts manufactured for air conditioning units. Maintaining a cosmetic appearance for these parts is equally important because the finished part can be seen from the outside of the unit. But over time, critical dimensions and tight tolerances brought on even greater challenges during production, however, as new batches of steel coils delivered slight differences in the material. Even the most minute steel variations caused significant headaches for operators in achieving the correct radius. “We saw inconsistent bends with different batches of the pre-painted steel, and this was a standard part on the outside of the air conditioning unit, so the bends and the finish had to be accurate,” stated Gregory.
That’s when American Fabricators enlisted our help for a system that didn’t involve tool modification or scrapping the sheet. Working with us, their team implemented a custom urethane pad onto the press brake to compensate for the steel variations. The pad allowed operators to change the depth origin of the press brake ram and apply different levels of pressure to accommodate the varying sheet blanks. “The urethane pad gave us the flexibility to form the bend accurately and consistently to meet the demands of our customer,” said Gregory. “We were able to keep production running, rather than wait for new steel or to modify the tools.”
The shop purchases high quality tooling for their radius bending operations in sections, and ensures that these tools are in perfect alignment once they are together in the press brake. Aligned height and non-sprained tools are essential for achieving the desired results, and Gregory also noted that care and maintenance of the tools can help deliver high-quality results. “Using quality tooling is as essential as the everyday care and maintenance of the tools,” he said. “With the food service job, we purchased a special set of tooling just to use on that product. This is so important. If we were to pull an everyday tool off the shelf, then run hot roll across it, we’d often mar the sheet and even the tooling. Using a dedicated tool set helps maintain that quality.”
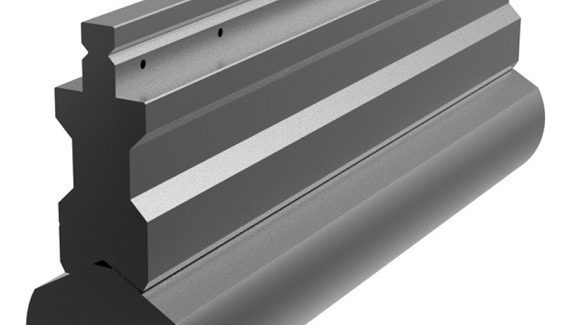
The shop found that tool design and precision is equally important in achieving the cosmetic and safety standards of the food service parts. Ensuring the top of the V has a clean radius, for example, can help prevent marks on the sheet when completing radius bending. American Fabricators works regularly with their tooling manufacturer to design custom tools specific to the job. “Design is critical for both the radius and the tool height,” explained Gregory. “We need a nice, clean, smooth radius because we’re pulling the material down into the V and that operation can leave a mark. The design is also crucial in matching up tool height. When we order the custom tooling, we expect it to be precision ground and everything to match up height-wise. We don’t want to have to do any shimming. Everything needs to be just right so that we get a good, clean transition from tool to tool.”
PRECISION FROM START TO FINISH
Press brake bending can bring numerous challenges when working with tight tolerances and ensuring mark-free cosmetic appearances on the finished part. This shop, however, has found a formula that helps them maintain repeatability, high quality parts and high quality standards. “As long as we’ve done everything correctly, we shouldn’t have any trouble with bending tight tolerances and maintaining cosmetic finishes,” concluded Gregory. “If we have good tooling, good equipment, good workers, and a part that’s correctly engineered, we can typically deliver highly cosmetic parts with desired results.”
Subscribe to learn the latest in manufacturing.

Industry News







