



Meeting the Challenges of Sawing Exotic Materials
Are you having problems with these tough materials? New and better blades are increasing blade productivity while maintaining or improving both blade life and cut tolerance – they are even being used to cut parts to a final size, without the necessity of additional machining.
Posted: May 28, 2019







It is becoming increasingly common for fabricators in shops of all sizes, from small to large, to work with exotic alloys: Overall, there has been a three-fold increase in the volume of high-strength steels and a two-fold increase in titanium that is being sawed. To meet the challenges of sawing these tough materials, saw blade manufacturers have had to evolve and design blades that will make the required cuts. And advancements in band saw machine design and capabilities have required that those blade manufacturers follow suit by increasing blade productivity, while maintaining or improving both blade life and cut tolerance. For example, saw machines that have historically been used to cut material close enough to prepare for secondary machining operations are now being built with new computer controls and more sophisticated manufacturing techniques, so users expect more from the sawing process. More recently, better saws and better blades are being used to cut parts to a final size, without the necessity of additional machining.
MEETING THE CHALLENGES
Constant improvements in manufacturing operations are both speeding up sawing processes and improving precision across the board. Advancements such as the Starrett bi-metal unique® patented process increase the bond strength between the backer material and the high speed wire on bi-metal blades, resulting in much stronger teeth (less stripping), faster production and longer blade life. Advancements in machining capabilities can now perform much more intricate and accurate grinding of carbide cylinders. Couple this with the availability of new carbide grades of materials designed for different purposes and it is possible to manufacture blades designed for cutting specific materials at the highest possible production rates while maintaining or extending blade life and accuracy.
BLADE TESTING
In order to meet evolving sawing challenges, saw blade testing is critical. Research and testing to develop the best saw blades involves a combination of force measurement, imaging, and analysis of the metal chips as they are removed. Here is a test example: Every tooth has a slightly rounded tip, and it is vitally important to penetrate into the work deeper than the rounded portion. Figures 1 and 2 show a side-by-side comparison of a tooth cutting at a shallower depth of penetration, compared to one at a deeper penetration level. The results show that a better-penetrating tooth causes less chip deformation.
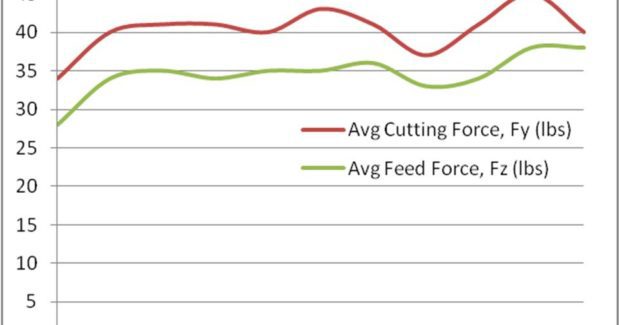
Here is another example: Charts 1 and 2 show a Stainless Steel 316 cutting test in which forces are plotted against the number of cuts performed. Surprisingly, the deeper-penetrating tooth experienced lower forces. Band saw blades such as the Advanz™ MC7 carbide tipped blade are designed to penetrate deeper into the material, resulting in material removal with less effort that translates into longer blade life.
Subscribe to learn the latest in manufacturing.


Industry News







