



Move Beyond Standard Tooling
Considering where a standard item’s functionality ends, there are endless possibilities. Yet even when budgets, and in some cases physics, get in the way, the only true limit is one’s imagination.
Posted: September 3, 2019




When defining tooling requirements for a new project, manufacturing and process engineers, shop owners and, in many cases, machine operators and setup personnel should consider three types of products: standard, custom and special. To help better understand the difference, let’s look at the role each plays in today’s manufacturing environment.
STANDARD
A standard product selected from a catalog is often the first choice for many applications. Generally mass produced to keep costs down, the flexibility that standard products offer allows them to be used in multiple applications. For example, some tool holders are standard items designed to hold drills, endmills, reamers, taps, face/shell mills, slitting saws and boring tools. In many cases, if there is a demand for a standard product, it will be manufactured. As time passes, the production process is optimized to reduce its costs. When a standard declines in popularity, a plan must be implemented to support those customers who invested in it. Usually this item is replaced with a new standard item having improved capabilities. In many cases, production levels of the main item are slowly decreased while bringing online the production of the new item – all while maintaining stock of ancillary and spare parts.
An example of this support is the phase out of our RW rough boring head. This head was a long-standing item, first offered in 1978, that we augmented with the TW Series. At the same time, we were developing our current SW series. In 2015 we announced that the RW heads were no longer going to be stocked and would only be made as orders were placed. The insert holders and the spare parts used to keep the older heads running are still produced and stocked. Per our company policy, we support products for ten years after production stops. Other manufacturer timeframes may vary.
CUSTOM
There is always the customer who falls in love with a product and will buy it even after it is no longer cataloged. We put these items in the custom category. Many manufacturers use special and custom interchangeably, however, for us a custom tool is based on a standard item with as little as one feature altered from the standard, such as length in order to gain more reach; a body diameter smaller than standard to gain more access; or, as previously mentioned, an item that is no longer stocked. We also consider custom tools to be those used in machining centers that are no longer standard. An example of this is the myriad of shanks offered for our modular boring and tooling system. We have the common and current types based on national and international standards (ASME, ISO/DIN, JIS), however, before many of those became standards, machine builders were free to make their machine spindles with any tooling interface. Some familiar names include Pratt & Whitney, Sundstrand, K&T and SIP. Still active in the field, these machines are still in need of tooling. We offer many adaptors for them that are no longer cataloged.
The price for the item is now higher because quantities are too low to justify optimization. In terms of quantities, we can produce a single item, but we recommend buying two to reduce the individual piece price, as well as provide a backup. The adage “better to have it and not need it, than to need it and not have it” applies here since redundancy is a key requirement for many customers serving government defense contractors. Along the same line as the custom shanks, custom inserts are commonly modified. The nose radius must often be changed to a non-standard size or ground to a form to match a part’s profile. We also make custom tools when a standard item is offered in one market but not another. For example, our parent company, BIG Daishowa, offers slitting saw arbors with BIG-PLUS® BT50 or BT40, CAPTO and HSK spindle interfaces as standard cataloged items for their customers in Asia and Europe. While we do not currently offer a standard option for the U.S. market, we can make the BIG-PLUS CAT50 or CAT40 interface. Both ends of the tool are standard features, so there is no need for new tooling or processes to manufacture it. The entire ordering, process planning, procurement and manufacturing process takes just a few weeks.
SPECIAL
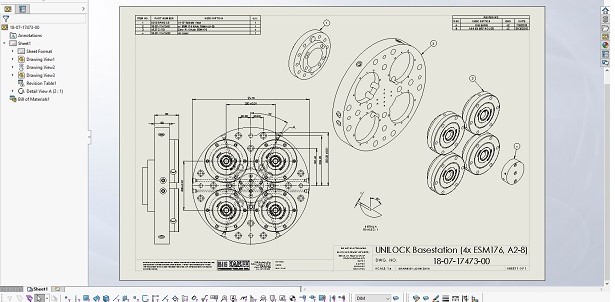
The time needed to work up an initial concept and quote is a major factor in classifying an item as special. This became important in 2015 when the U.S. Congress made the R&D tax credit, Economic Recovery Tax Act of 1981, permanent. When a customer has a special request for machine bases that accept our standard Unilock zero-point workholding system, we discuss the project requirements, necessary options, and then workup a concept design. Time varies based on the number of options and complexity of the design, ranging from two to three hours up to 15 hours to generate the full and final manufacturing prints.
Special items are game changers that give customers a competitive edge when it comes to making parts they sell or incorporate into final products. Two examples are special boring heads and special drills/endmills that generate multiple bores or features, like chamfers and radii, in one operation. A customer will look to incorporate a combined boring head to save time and money, or reduce the number of tools, tool changes or variables in the manufacturing process. Even a single bore that is roughed out and finished in one pass provides a marked benefit over two separate boring tool assemblies. This becomes apparent when multiple bores have tight location- and concentricity-relationship tolerances that are prone to variation caused by tool changes, machine movement and fixture limitations. The common special multi-boring tool we make combines bores with inside diameters between 23 mm to 200 mm (0.906 in to 7.87 in), however, we have taken some leaps into specials for the aerospace industry. Some examples that come to mind are for airplane landing gear and a helicopter gear case housing.
The landing gear component manufacturer approached us to design a tool that allows them to plunge cut the outside diameter of the part rather than circular interpolate via milling or turning on a lathe, as the part was not able to be mounted on a lathe. This flipped boring head concept has a standard version called OD TURNING, but the difference here was the length and clearance requirements. The part’s length was 584 mm (23 in) and only the bottom 203 mm (8 in) was being OD TURNED. The tube-shaped form of the tool assembly allowed it to clear the end of the part and provide ample stability to have good tool life after a switch to CBN tipped inserts. The second company, a manufacturer of military helicopters, developed a new tail rotor gear case housing and approached us to combine four bores – two over 200 mm and two requiring reaches of 14 in to 16 in, with two chamfers to boot. This allowed a reduction in variables influencing the location of these features down to a single operation that did not require circular interpolation. This tool worked so well they came back for three more setups for different models.
Product development requires forethought, a product roadmap that lays out the process plan for researching the need for an item, releasing it and supporting it through its lifetime and eventual decline. Considering where a standard item’s functionality ends, there are endless possibilities. Yet even when budgets, and in some cases physics, get in the way, the only true limit is one’s imagination.
Subscribe to learn the latest in manufacturing.

Industry News







