



Laser Cutter That Thinks for Itself Opens the Door to a Fully Automated Process
Trumpf’s Active Speed Control uses artificial intelligence to completely eliminate the need for an operator to monitor cutting and, if necessary, tweak parameters. The technology automatically adjusts feed rate to ensure part quality when cutting plate with chemistry, thickness, or surface condition variations.
Posted: May 26, 2020



CUTTING EDGE COLUMN
BY TOM BAILEY
In terms of technology, laser cutters are about the most complex machines on a sheet metal fabrication floor. The machine’s structure isn’t all that complex, though: A frame to hold and support the machine components, a drive system (typically with 3 axes to represent an X, Y, Z coordinate system) to move the cutting unit around, the worktable, and electrical cabinets.
Any CNC machine tool, regardless of complexity, has the same components. Where laser cutters diverge is in their cutting tool: using a beam of extremely concentrated light to melt through material.
We can accurately predict how a single photon will interact with a single atom, but the interaction of many millions upon millions of photons with millions upon millions of atoms can only be understood abstractly. We just don’t have calculators big enough to model such real-world situations in full detail. Despite the best work of the best minds designing these technological marvels, numerous potential variations can interfere when you’re cutting that ½-inch steel plate sitting on your factory floor.
Laser operators don’t have to know anything about “gain mediums” or “pump modules” or “optical resonators” because they’ve learned this the hard way. Depending on the machine and application, process and material variability is enough to make their hair turn prematurely gray.
The Relationship of Material Variability to Process Performance
Cutting machines with CO2 gas laser sources (as opposed to solid-state laser sources) sources are subject to continuous wear factors, so maintenance is intensive and critical to stable operation. Lasers themselves are also vulnerable to environmental factors such as shifting or vibrating foundations, ambient temperature and humidity extremes, and fluctuations in electrical power supply that can affect performance in unpredictable ways.
Then there’s the chemistry of the material to be processed. Add that to the challenge of getting a few trillion photons to cooperate and you really have a mathematical mess.
Pieces of material that are the same grade, same shape, same thickness, and come from the same batch often react differently during cutting and forming. Ever heard a press brake operator groan when he (or she) sees a pallet of mottled, hot-rolled steel parts dropped off at the machine? They’re imagining what a pain it will be to correct the angles for those parts, even though they’re ostensibly all the same blanks. Hidden stresses in seemingly identical blanks can make that brake operator chase angle corrections around in circles all day.
In the same way, variable structure and chemistry at the microscopic level changes the way laser light interacts with the workpiece with macroscopic results: clean cut edges suddenly turn rough, heavy burrs start to form on the underside of parts, or, in the worst-case scenario, a cut suddenly turns into a weld.
Over the years laser cutter developers and manufacturers have reduced variability and made the technology increasingly cost-effective: developing machines with lower maintenance requirements so they run more consistently with less effort, adding sensors to help monitor and cope with environmental variables like temperature and gas input pressure, and introducing operator aids like automatic nozzle changers and automatic sheet location to reduce the potential for error.
The cumulative result is that processing is much more reliable and efficient. Even so, nothing’s eliminated the need for a human being to verify and monitor every job. Some machines reduce the operator’s role to keeping an eye on the machine while it works and making the occasional adjustment. But because those adjustments must still be made, an employee must be dedicated to tending the machine – even if the job isn’t exactly difficult.
This is what Active Speed Control addresses.
Real-Time Material Verification and Cut Quality Monitoring
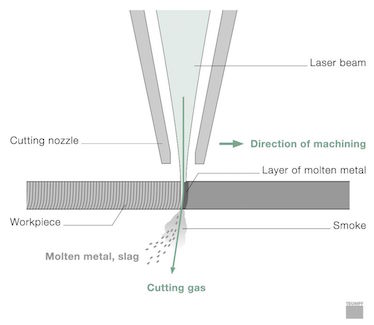
Experienced operators can tell how a cut is progressing based on the plume of melted material being ejected at the bottom of the sheet. In fact, the best operators know immediately if the cut is degrading because of the way the plume changes shape or direction. This isn’t just intuition: The geometry of the melting metal at the point of laser cutting very clearly and concisely indicates how the process is working.
Using artificial intelligence, Active Speed Control builds the ability to monitor and automatically adapt to cutting conditions into the machine. A camera that peers through the cutting unit’s nozzle watches the shape of the cut kerf. When the algorithm senses a shape change, the system “tells” the machine control it needs to adjust cutting parameters and provides a set of corrective measures the machine can take to restore the cut automatically, all within milliseconds.
Active Speed Control is the first technology that could eliminate the need for a dedicated operator. Because setup and material handling can already be automated, it’s the final step toward fully automatic laser cutting by allowing the machine itself to verify material properties and monitor the laser cut for quality and consistency in real-time.
If automatic adjusting parameters doesn’t immediately resolve a cutting issue, the machine stops and generates a notification signal. In this way, one operator can oversee multiple machines, intervening only when there are issues the machines can’t resolve themselves. It’s the obvious next step in the evolution of laser cutting, and it’s happening today.
Subscribe to learn the latest in manufacturing.


Industry News







