



Cutting Tool Manufacturers Find Opportunity in Billion-Dollar Deep Hole Drilling Market
Understanding the application and being aware of common challenges can help make a difficult operation both productive and profitable. An ANCA product manager explains the different types of cutting tools for deep hole drilling and how to overcome common challenges.
Posted: August 28, 2020



BY THOMSON MATHEW
The global drilling tools market was valued at $5.8 billion in 2016 and, according to MarketsandMarkets Research Private Ltd., is expected to grow at an annual rate of 4.75% to $8.61 billion by 2022. Producing deep holes in an effective and efficient way is considered a challenging application. In a market adjusting to the disruption of the COVID-19 pandemic, cutting tool manufacturers must offer products that provide predictable tool life, accurate surface finish, and repeatability at a good price.
Deep hole drilling is a process for producing holes at high depth-to-diameter ratios on CNC machines. The ratio for normal drilling processes is less than five times diameter. When the ratio exceeds five, the process becomes deep hole drilling and requires special drills with through-holes that deliver high-pressure coolant to evacuate chips and achieve hole tolerances and surface finish. Diameters range from 0.04 inches to 8 inches (1 mm to 200 mm).
Common deep hole drilling processes include gun drilling, BTA (Boring and Trepanning Association) drilling, and conventional carbide twist drills. All have merits based on hole diameter and tolerances.
BTA drilling is clean, reliable, and capable of achieving larger diameters at higher feed rates. The process is effective in holes ranging from 0.8 inches to 8 inches (20 mm to 200 mm), larger than gun drilling and carbide twist drills.
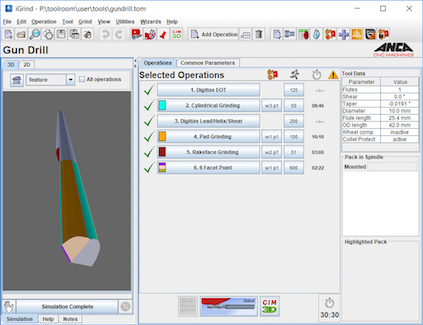
As the name implies, gun drilling was developed to drill out gun barrels and is used commonly for drilling smaller-diameter holes. The depth-to-diameter ratio can be greater than 300:1. Self-centering bits allow for such deep and accurate holes.
Carbide twist drills with coolant through-holes are also commonly used in several deep hole drilling applications. The challenge is to manufacture and re-grind these drills with minimal runout, which requires an additional axis to support the flute-grinding process.
Common Challenges and Solutions
Through coolant or internal coolant. This improves chip evacuation while cooling the cutting edge. Coolant is flushed to the bottom of the hole, which pushes the chips back up toward the top. ANCA’s software can verify coolant holes at the design stage to avoid breakage into flutes.
Hole straightness. The “margin or radial land” is the portion of the drill that contacts the hole. In general, margins improve accuracy and surface finish, but restrict the amount of clearance available for chip evacuation.
A single-margin drill (one margin per flute) is preferred in long chipping materials. Single-margin drills provide additional clearance in longer chipping materials, whereas double-margin drills (two margins per flute) provide better hole straightness. Although not as common, double-margin drills with a floating second margin balance hole straightness and chip evacuation.
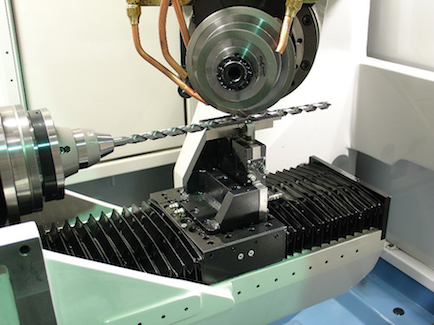
Tool runout control. One of the most significant challenges of deep hole drilling is maintaining control of runout, which increases with cutting tool length. A tool holder like ANCA’s PremierPlus collet adaptor combined with an Arobotech Systems steady rest and P-axis assembly on an ANCA TXcell, TX7+, MX7, or TapX tool grinder can deliver tools with minimal runout and extend tool life by providing continual support where the tool contacts the grinding wheel.
Subscribe to learn the latest in manufacturing.


Industry News







