



The Why and How of In-Process Tool inspection
Why your machine shop should invest in in-process tool inspection equipment, which results in a quicker return on investment.
Posted: April 19, 2022



Tool inspection is an important part of the process control, specifically when using fully automated machining centers. If a cutting tool isn’t checked after a certain time or drilling cycles are completed, the machinist runs the risk of running cycles that don’t actually produce any completed parts due to an unknown broken tool and, of course, incur costly downtime and repairs.
The Why
Take for instance, a tool breaks during an automated job to cut 12 holes; the first two holes are drilled, then the tool breaks so the following 10 are not completed. When the next step of the automated program is called on to start tapping into the “pre-drilled” holes, the machine does not know that there are no more holes after the first two. Because of this, the machine will eventually ram the tapping tool into the solid block of material destroying the tool and probably damaging the part and maybe even the spindle. The cost of this chain reaction (possibly several hundred dollars) is exponentially higher compared to simply replacing the drill (less than $50), not to mention the billable machine hours wasted (possibly $120/hour).
If an operator is on site and constantly watching the machine during a situation like this, he/she could certainly stop the program and replace the broken drill. But in an automated process or a lights-out operation, the operator will not be around to check, and really shouldn’t have to be. This is way too costly and certainly not an efficient way to utilize a machining center.
Another method to eliminate this problem is for an operator to set the plan to change the drill after each hole is completed. This would increase the process reliability but is certainly cost prohibitive, as in this case 12 drills would be necessary to drill 12 holes, then 12 taping tools required to ensure the part is completed. Instead of wasting tool change time and tools, let’s look at other methods that require some investment for in-process tool inspection equipment and offer to shorten the ROI timelines.
The How
The most cost-effective cutting tool in-process inspection device is probably a mechanical tool setter. A tool touch probe device, such as HEIDENHAIN’s TT460, can be easily retrofitted to most CNC machines. This device allows the operator to program a mechanical vertical touch and move the Z-axis down as soon as the cutting tool touches the carbide disc of the tool setter. Here, a signal will trigger and determine the tool lengths or trigger an alarm in the machine’s CNC if the tool is worn or broken. The limitation with such a device is the cutting tool diameter; if the tool is less than a 3 mm or 0.12” in diameter, this is probably not the most reliable process for a tool break detection.
A better solution for small tools would be a laser tool measuring device, so instead of a mechanical measurement, a laser beam is used to detect the cutting tool lengths or in some cases also the actual radius size of the cutting tool, e.g., ball cutter. Utilizing a laser will not only improve the measuring accuracy but also offer features that will determine tool wear and tool breakage. The disadvantage here is the maximum tool diameter will be limited by the opening size of the laser device housing of the laser lenses.
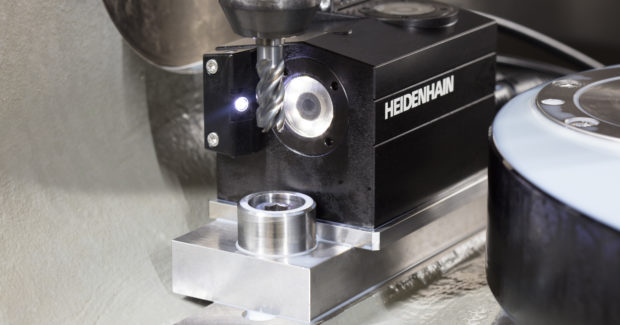
The next level up would be to install a camera system, such as HEIDENHAIN’s VT121, to determine not only a broken tool but also visually inspect each individual insert or flute edge. A system like this communicates with the CNC and displays the cutting tool condition right on the HMI. This can be beneficial when it comes to high surface quality applications, specifically in 5-axis machining applications where the tool is engaged at different angles and each cutting edge needs to be intact to ensure proper cutting and chip removal.
In addition to all these tool inspection devices, high-end CNCs often offer a tool life counter in the tool table that will trigger an automatic tool change when the tool life is at its end. This lifecycle data can be determined by recording how long a specific tool lasted in the past application. This is certainly not a guarantee that the tool will not break but it provides a good chance that the tool is still sharp before the next hole is drilled or the next cavity is cut.
Subscribe to learn the latest in manufacturing.


Industry News







