



Seamlessly Switch Between Machining Tasks and Reduce Setup Times
A new class of machine tools, complete with automation, robotics and tools such as augmented reality and artificial intelligence, improve your shop’s competitiveness and bottom line.
Posted: April 4, 2024











More Efficient Broaching for Turning and Milling CNC Machines

Pilot Precision Products (Pilot) (South Deerfield, MA), a manufacturer of cutting tools and a supplier of duMONT CNC motorized slotters, is teaming up with Global CNC, a manufacturer of static and driven tool holders, to offer solutions that enable efficient and stable broaching on vertical and horizontal machining centers such as those manufactured by Okuma, Mazak, DMG Mori and more.
This collaboration allows Pilot to combine its broaching expertise with Global CNC’s knowledge of machine tool interfaces so customers using the motorized slotters can increase the versatility of their machining centers and enhance productivity.
In a recent case study, the companies jointly developed a right-angle head for an Okuma 2SP2500 machine. The customer needed clearance from the spindles to access the features to be broached efficiently, with precision and stability. No one else could. The partners did.
When purchasing a new machine, a customer can buy a duMONT CNC slotter from Pilot Precision Products or Global CNC. When a customer purchases a duMONT CNC slotter from
Global CNC, a tooling certificate associated with the slotter can be redeemed through Pilot at
any time.
“Our slotters can easily handle internal and external keyway, square, hex, and spline profiles in
significantly shorter cycle times while consolidating operations in one machine and eliminating
the need for secondary broaching operations,” said Eric Hagopian, Pilot’s CEO. “Global CNC’s extensive customer base and outstanding customer support will help us to create new opportunities that are critical to our long-term success.”
“Although we received proposals from other manufacturers that wanted to partner
with us, our testing showed that Pilot’s duMONT CNC Motorized Slotters is a perfect fit for our
tool holders,” said Anthony Davis, co-vice president, Global CNC. “Eric Hagopian and his team run a first-rate operation that manufactures indexable broaching systems offering unique capabilities for ID/OD machining and simultaneous deburring of splines, slots, keyways, squares, hexagons and custom shapes.”
Versatile, VMCs Efficiently Drill, Mill, and Tap Large Parts
Flex Machine Tools (Wapakoneta, OH), an American manufacturer and leading provider of machine tool solutions worldwide for metal fabrication operations and more, offers unique, high productivity FlexCNC G-Series Vertical Machining Centers for accurate high-speed drilling, milling and tapping of large parts. For optimal efficiency, a robust gantry-style machine architecture enables large part machining in a single setup. A monobloc welded steel frame with precision linear guideways provides a strong, rigid infrastructure which works in tandem with a comprehensive motion control system making the FlexCNC G-Series Vertical Machining Centers ideal for an extensive range of applications.
FlexCNC machining centers offer several key features that set them apart from traditional vertical machining centers including a customizable bed length from 10 ft-to-80 ft, easily accommodating a wide range of long parts. The FlexCNC spindle moves, instead of the machine bed, permitting materials/parts of large weights and sizes. The bed on the G-Series can manage 410 pounds per square inch, and part sizes can vary based on the machine length and width configuration. Also, heavy parts can be quickly loaded and unloaded with a crane or forklift due to an open bed design.
FlexCNC Pendulum Mode allows more than one part to run at a time by machining a part on one end of the bed, while an operator re-fixtures the next part. To ensure operator safety, laser scanners slow or stop the gantry if the proximity scanners are alerted.
FlexCNC G-Series Vertical Machining Centers feature a 6,000 rpm, 40 hp spindle and have standard travels of 120″ or 240″ X-axis (x) 72″ Y-axis (x) 24″ Z-axis. The automatic tool changer holds up to 20 tools.
https://flexmachinetools.com/flexcnc/g-series
High Precision, Versatile 5-axis Universal Machining Center

GROB Systems, Inc. (Bluffton, OH), a global leader in the development of manufacturing systems and machine tools, offers the G350 Generation 2 5-Axis Universal Machining Center ideal for a wide range of high precision, complex milling applications and materials. The G350 is part of GROB’s modular G-series Universal line of machining centers.
The G350 has a compact design providing high visibility-optimized work area access. Three linear and two rotary axes provide operators with 5-axis simultaneous machining and interpolation, with a swivel range 230° in the A-axis and infinite rotation in the B-axis. The unique arrangement of the three linear axes minimizes the distance between the guides and the machining point, providing exceptional rigidity. Also, a unique spindle tunnel concept provides unmatched accessibility to the workpiece, and upside-down machining in a collision-free environment, ensuring the longest possible Z-travel path and optimum chip evacuation.
Tool changes occur outside of the work area, which eliminates chip interference during tool changes. In addition, a tool brush cleans the tool shank prior to the tool being inserted into the spindle and a coolant flushing system pushes chips out of the work area and through the conveyor. Featuring 117-tool holding capacity and an HSK-A63 tool interface, the GROB G350 is available with either a Siemens 840D sl or Heidenhain iTNC 530 Control.
For even higher productivity, the G350 can be partially or fully automated via GROB’s line of automation solutions including pallet changers, pallet storage systems and robot cells. GROB machining centers are made in the USA.
Variable Flow Rates Add Flexibility to Coolant System
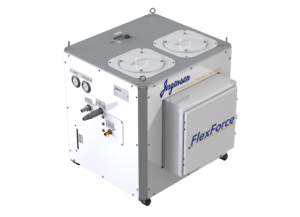
Providing customers additional options and flexibility, Jorgensen Conveyor and Filtration Solutions (Mequon, WI) now offers its advanced FlexForce high pressure coolant system with variable flow rates from two-to-eight gallons per minute (GPM). The variable flow rate options for the high-performance through-spindle coolant system adapt easily to a variety of applications. The new flow rate options come in addition to Jorgensen’s standard FlexForce unit with a flow rate of eight GPM.
Both the standard and variable flow rate options are available in 500 or 1,000 PSI configurations and are designed to break through the heat-generated vapor barrier created at the cutting tool and workpiece interface that causes surface deformities and damaged tooling. Because FlexForce gets coolant directly to the cutting zone, it improves lubrication and heat dissipation as well as cutting speeds and feeds, chip control and part surface finishes. Standard units filter to 10 microns; however, 5-to-25-micron filtration is available as an option, upon request.
Designed for fail-safe operation, a low-pressure suction pump draws coolant out of an existing coolant reservoir and through a bag filter into the FlexForce reservoir. From there a high-pressure pump sends pressurized coolant through the machine spindle and directly to the cutting point. As a result, faster machine feeds and speeds are possible for greater productivity.
An onboard coolant reservoir continuously feeds FlexForce’s high-pressure pump, and multiple electronic sensors monitor a variety of critical levels for lights-out operations. Automatic pressure regulators and machine-controlled dump valves, along with other fail-safes dramatically reduce or eliminate the risk of system damage.
FlexForce provides safe and efficient operation in a maintenance-friendly design with a small footprint that easily integrates with existing coolant systems. FlexForce units can also be custom engineered for applications that fall outside the standard 500 or 1,000 PSI models.
New Extensive Line of Bevel Gears
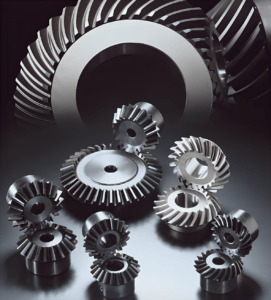
KHK USA Inc. (Mineola, NY), distributor of the market leading KHK® brand of metric gears, announces its extensive line of bevel gears, manufactured to the highest quality standards by Kohara Gear Industry Co., of Japan. KHK’s large selection of bevel gears are suitable for a very wide range of applications, and include straight bevel gears and spiral bevel gears, as well as hypoid gears that have the characteristics of both spiral bevel gears with high reduction ratios.
Bevel gears are two intersecting cone shaped gears that are used to transmit rotational motion between them. KHK bevel gears are offered in a broad variety of modules, numbers of teeth, materials and styles, with gear ratios of 1.5 through 5. Although the angle of intersection may be any angle, all of KHK’s stock bevel gears intersect at a right angle.
KHK straight bevel gears come in a variety of materials, including injection molded bevel gears that are suitable for office machines, plastic bevel gears that are lightweight and do not require lubricant, and stainless steel bevel gears that are ideal for food machinery.
Spiral bevel gears have a curved tooth form which provides larger tooth contact surfaces, resulting in smoother, less noisy rotation. They are suitable for high-speed, heavy load operations. KHK’s broad portfolio ranges from commercial quality spiral bevels to ground alloy steel spiral bevel gears for applications where exceptionally high speed, low noise, and low vibration is required.
KHK Hypoid Gears are a special type of spiral bevel gears which offer high speed reduction ratio, high efficiency, high rigidity and compact gear assembly.
Augmented Reality Makes new Robot Startups Easier and Faster

Employing the power of smartphones and Augmented Reality (AR), KUKA (Shelby Township, MI) has launched its new KUKA.MixedReality Assistant software that allows users to visualize the environment of robot cells live on their smartphones to support fast, safe and intuitive robot startups. The free mobile app displays tools and interference geometries for early detection of potential hazards that can then be eliminated before a robot even starts to work.
AR enables such intuitive robot startup assistance capability, connecting the real and virtual worlds to enrich the environment of robotic cells with clear, uncomplicated digital information. By quickly detecting and correcting errors, facilities accelerate installation and boost safety.
For example, the software will simulate robot motion along with a virtual gripper and detect any potential collisions that arise in the AR environment. These are then resolved at an early stage in the real environment so that neither the robot nor the gripper is damaged.
The KUKA.MixedReality Assistant app graphically displays all relevant variables directly for the robot in real time, including Cartesian or violated monitoring spaces, safety-oriented tools and tool spheres. Users can also view the corresponding configuration parameters of the spaces or tools.
KUKA.MixedReality is easy to set up and operate. Users simply install the app on their smartphone or tablet via the Apple App Store or Google Play Store. All relevant information about the robot is transmitted directly to the mobile end device via WLAN through a router or access point — not a KUKA product — and displays visually on the mobile device. AR headsets or additional hardware are not required, and a KUKA.MixedReality Safe technology package installs in the robot controller as a data source, along with one of the KUKA.SafeOperation technology packages to use with the safe functions.
Advanced Productivity for Shops Large and Small
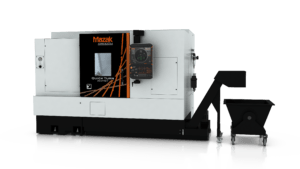
Mazak Corp.’s (Florence, KY) 350MSY Multi-Tasking CNC Turning Center features the combined milling, turning and Y-axis functionality of the QUICK TURN with exceptional DONE IN ONE® production for shops large and small. The machine includes a through-hole chuck package and integral turning spindle motor and is equipped with either a 26″ (660 mm) or 60″ (1,524 mm) bed length.
For part-processing versatility, the machine provides a maximum machining diameter of 16.540″ (420 mm) and a maximum machining length of 62.72″ (1538 mm) for the 60″ bed length version of the machine. With a bar diameter capacity of 4″ (102 mm), the main spindle, with a 12” chuck, has a 40 hp (29.8 kW) motor and maximum speed of 4,000 rpm. The second spindle includes a 10″ chuck, 35.0 hp (26 kW) and runs at up to 4,000 rpm. The rotary tool turret spindle offers 10.0 hp (8 kW) with a maximum speed of 6,000 rpm and 12-tool capacity.
To process either heavy, large-diameter or long, thin workpieces, the CNC tailstock employs a servo motor and ball screw for precise movements. The 4.0″ (102 mm) Y-axis travel facilitates machining of complex part shapes.
The machine includes the MAZATROL SmoothG CNC with MAZATROL conversational programming and EIA-ISO programming capabilities. Its Automatic Tool Eye, an automatic tool-presetting system, is a standard feature. Operators simply bring the tool tip in contact with the Tool Eye, which automatically records the offset of the tool nose position, tool measurement and data registration to ensure accuracy and reduce setup time. For easy automation integration, the machine accepts bar feeders and gantry robots.
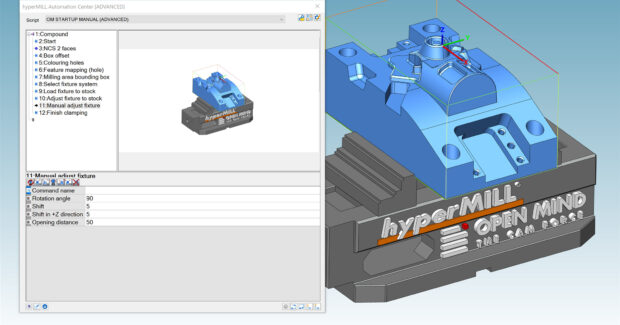
CAD/CAM Automation Technology
Parts with similar geometries such as component families and variants, recurring shape elements, features such as holes or pockets, and repetitive processes provide an ideal opportunity to implement automated CAM programming. OPEN MIND USA Technologies, Inc.’s (Needham, MA) hyperMILL® CAD/CAM software now offers new automation technology and a comprehensive Automation Center – all of which help to reduce programming times, standardize processes, eliminate human error and improve overall throughput.
hyperMILL CAM programmers are provided with a toolbox full of closely interlinked technologies to automate individual or complex processes. This makes it easy to define and adhere to manufacturing standards. The feature and macro technology in hyperMILL allows programming knowledge to be saved for reuse at a later date. Geometry information from the CAD model is automatically applied during CAM programming. In addition to standard features such as holes and pockets, almost any geometry information can be processed. It is possible to combine geometries into a Customized Process Feature by using colors, shapes or layer names. The manufacturing knowledge required to process the recognized features is stored in the macros and can be called up automatically. A programming assistant wizard streamlines the creation of machining frames and reference points. And automation can also be used to properly open vises and then use a check surfaces.
A tool database provides extensive technology data allowing users to select the right tool with the right machining values for each machining operation. Using VIRTUAL Tool, hyperMILL can now automatically choose the most suitable tool for the respective machining process.
The various technologies can be used individually or managed centrally using the hyperMILL AUTOMATION Center, making it possible to standardize and automate complex process flows in hyperCAD®-S and hyperMILL.
Automated Gun Barrel Production Cells Boost Precision and Output

Expertly engineered and automated, the UNISIG Deep Hole Drilling Systems’ (Menomonee Falls, WI) R-4-2-2 fully automated barrel cell provides continuous and synchronous production. Visitors to the Shot Show 2024’s (held earlier this month) Supplier Showcase learned how the cell gundrills four barrels at once, while two gundrilled barrels are precision reamed and two others receive the final step of button rifling at the same time.
Engineered automation is routinely included in UNISIG’s deep hole drilling machine cells. Automation such as robots and conveyors can be machine mounted or used to combine multiple machines or operations. The company is experienced in developing safe and effective standard automation that encompasses specialized solutions to fit the needs of particular production demands, applications or facilities — enabling shops to make the most of their UNISIG machines.
In operation, the UNISIG R-4-2-2 production cell uses a smart conveyor to simultaneously load four barrel blanks into a UNI four-spindle gundrilling machine. Drawing from a bulk feeder, this automated loading is the starting point for many hours of unattended operation. The four gundrilled parts are moved out of the machine by the conveyor, and a 6-axis robot then loads two gundrilled parts into the UNR reaming machine.
After precision reaming, the robot transports the two gundrilled and reamed barrels to a blow-off station and then loads them into the R-series rifling machine. Gundrilling, reaming and rifling operations are happening simultaneously for maximized productivity. The robot then delivers finished, rifled parts to a multi-level discharge magazine.
Prior to UNISIG, such fully automated barrel production was only possible for the largest firearm OEMs, according to UNISIG CEO Anthony Fettig. Now, production cells like the R-4-2-2 open the door for small to mid-sized as well as very large manufacturers by developing scalable barrel production cells, designed for productivity and reliability.
UNISIG excels in automation and application support, and with its process development and training even first-time barrel producers can be producing quality parts ready for their next production steps shortly after the cell is installed. Long-term support is also part of the UNISIG customer experience.
All-purpose Engine Lathe

Palmgren’s (Naperville, IL) high performance 13”-x-40” Engine Lathe has the power, accuracy and versatility to handle a wide range of turning applications from heavy metal removal to fine tolerance turning operations. The all-purpose lathe is well-suited for tool rooms, die and mold shops, fabrication shops and maintenance departments. It features an electronically controlled variable speed inverter to ensure complete control over the spindle rpm allowing operators to achieve the perfect speed for a project. The headstock provides maximum power and precision with every turn. Operators will appreciate the easy-to-use control panel. For enhanced safety, the #9684526 Engine Lathe is equipped with a tool post guard, a chuck guard, a full rear splash guard and has CSA certified electronics. More than 100 years old, Palmgren is a C.H. Hanson® brand.
Subscribe to learn the latest in manufacturing.

Industry News







