



Solvent Cleaning Has a Future, a Different Future
Discover what the upcoming changes in degreasing solvents mean and how you can find alternative chemistries that ensure your workers’ safety.








by Joe McChesney, KYZEN Corporation
INTRODUCTION
In today’s manufacturing world, most production parts are cleaned before being released, several times in some cases. In an industry where production time, volume and quality are critical, it is increasingly important to ensure metal parts obtain desired results once they are packaged by the end user. That is why parts cleaning is more popular than ever. Facility managers are seeking to become more familiar with aqueous and solvent cleaning solutions to learn the advantages and disadvantages of each approach.
There are many choices when it comes to selecting cleaning processes and chemistries in order provide the performance level required. In addition, both soils and metals are constantly changing, so it is more important than ever to stay up to date on innovative technologies to meet new and growing demands. Another very important and critical issue is ensuring workers are protected from potential health and environmental risks of any chemical used in the manufacturing process. The U.S. Environmental Protection Agency (EPA) and the Occupational Safety and Health Administration (OSHA) establish regulations regarding the use of chemicals, both old and new, under the Toxic Substances Control Act (TSCA).
Chemical Risk Evaluations for any new laws regarding specific substances are often influenced by the following organizations as well as many more organizations dedicated to the protection of our health and environment:

General Solvent Degreasing is an existing process many manufacturers use today. Today’s cleanliness specifications for precision and critical cleaning indicates that most metal parts cannot have any contaminant residue or rinse water residue on the product, thus increasing the interest in solvent cleaning agents.
It’s important to note that the use of solvent in manufacturing is GROWING. In addition to the cleanliness specifications mentioned above, solvent cleaning is also increasing due to superior performance when compared to inability of water to properly perform in certain criteria, component spacing, and restrictive drying process. Materials compatibility is similarly a major area for concern where solvent is superior.
Unlike aqueous cleaners that must be matched to the specific process substrates, solvents can generally offer:
- Multi-metals compatibility
- Multiple elastomers compatibility
- Multiple lubes removal compatibility
- Ease of application
- Assured drying
- Very low surface tension
- Lower energy consumption therefore lower cost of operation
- Less floor space requirement
NEW SOLVENTS VS. OLD SOLVENTS
There are several commonly used solvents in the industry. They range from low to high operational temperatures and types of chemical composition such as chlorinated, brominated, fluorinated, alcohols, and others. The main difference is environmental and health characteristics of the solvent. Most solvents, old and new, will clean. However, a lot of solvents are being phased out or becoming more regulated by the government in terms of personnel exposure limits and air emissions. Users today are evaluating these new options to provide a safer workplace.
In June of 2018, EPA published documents which define the scope of the risk for 10 chemicals under the Toxic Substances Control Act (TSCA).
Five of those chemicals were older generation, traditional degreasing solvents, and in 2020, the EPA issued the “Final Chemical Risk Evaluations” for these five solvents:
- 1 Bromopropane (nPB)
- Methylene Chloride (MC)
- N-Methyl pyrrolidone (NMP)
- Perchloroethylene (PERC)
- Trichloroethylene (TCE)
If you are using these solvents, we strongly recommend you obtain and review the EPA’s “Final Chemical Risk Evaluation” for your solvent.
Most contain direct statements that EPA has determined, “use of these substances presents unreasonable risk to human health”!
ONCE THE FINAL RISK EVALUATIONS ARE RELEASED, WHAT HAPPENS NEXT?
- The next step in the process required by TSCA is developing a plan to reduce or eliminate the unreasonable risks identified in the final risk evaluation.
- EPA is moving immediately to risk management for these chemicals and will work as quickly as possible to propose and finalize actions to protect workers and occupational non-users.
- Time Frame: Proposed Rule is due one year from official release. Final Rule is due two years from official release.
YOU HAVE TIME TO CONSIDER, BUT CHANGE IS GOING TO HAPPEN!
Things you should consider: 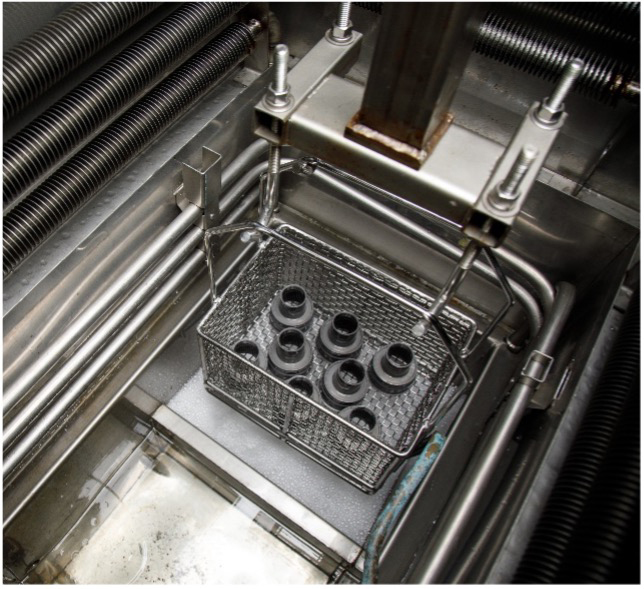
- EH&S concerns first
- Solvent process – stay or change to alternate process?
- How will change affect production issues?
- Total costs of operations?
Find the right financial balance for your company!
Calculate the “END COST” for all alternatives!
- Cost of Compliance
- Cost to Change Process
- Cost of Quality
- Cost of Operations
NON-COMPLIANCE IS NOT AN OPTION!
While any future forecast is uncertain – the move to phase out these solvents is certain and underway now. Do not be caught waiting. If you are stuck looking for an answer, remember that KYZEN can help and our help is free!
VIABLE OPTIONS TO CONSIDER:
CHEMISTRY FIRST
Cleaning performance is directly related to the selection of the cleaning equipment and proper chemical process (i.e. cleaning solution, soil compatibility, solution concentration, solution temperature, proper exposure period and required mechanical action). It takes an accurate combination of all these ingredients to achieve maximum results for production, quality, personnel safety, and environmental requirements.
It’s also important to understand the benefits and guidelines for using these cleaning solutions in conjunction with available cleaning systems on the market today for effective use of the chemistry.
Why do metal parts need to be cleaned?
- To remove oil, chips, and other soils for next operation.
- To prepare metal parts for coating or plating.
- To meet inspection and cleanliness specifications.
Soils and contaminants must be removed to meet:
- Critical Performance
- Reliability
- Process Requirements
- Personnel Safety
Recent increased demand for quality and reliability calls for continuous improvements. Superior cleaning performance (aqueous or solvent) requires cleaning compatibility with substrates, process efficiency, environmental compliance, as well as worker safety (EH&S).
Based on regulatory concerns, many chemical manufactures have devoted time and effort to R&D and product innovation, and recently a new Solvents have emerged in the market. These new chemistries offer the following improvements:
- Favorable environmental properties
- Operational temperature (lower = less energy consumed)
- Global Warming Potential Rating (lower global warming effect)
- Surface tension (wettability) (lower=better penetration/fast drying)
- Personnel Exposure Limits (OSHA) (higher = safer workplace)
Recommended New Solvents based on highest rating taking several factors into consideration (no order):
- Modified Alcohols
- HFOs
- HFEs
- Refined Hydrocarbons
- Trans Blends.
- Note: Each solvent has different characteristics that need to be carefully reviewed to meet your specific applications and process specifications.
Emerging new solvents that contain no chlorine, bromine, or fluorine are called, modified alcohols and refined hydrocarbons. These solvents are used in vacuum degreasers which drastically reduces solvent consumption as well as offers the operator maximum isolation from the process. These units are the lowest emissive loss degreasers currently available in the market.
Highest Rated New Solvents are based on:
- Highest PEL Limits for Personnel Safety
- Lowest Global Warming Potential
- Lowest Surface Tension
- VOC FREE or Very Low Rating
- Non-flammable
- Carbon Footprint Contribution
- Operation Temperature
- Multi-metals / Lubes Compatibility
- Rapid Drying – Generally Residue Free
- Stability
THE FUTURE OF SOLVENT DEGREASING
For the user who elects to retain a solvent cleaning process due to choice or necessity, the future solvent direction is still viable using modern enclosed automated degreasers or vacuum systems. The best long-term choice in my opinion is the vacuum degreaser system. You can future proof your process selection by incorporating these systems into your production process. There is a wide variety of brands, models, features, etc. on the open global market. Most use a modified alcohol or hydrocarbon solvent instead of the older generation solvents.
These systems offer an excellent cleaning choice for a wide range of soils with the ability to clean and dry parts without separating them. They feature continuous removal of soils from the bath which enhances parts cleanliness level. The operator as well as ambient plant area is isolated from the cleaning process which is performed in a sealed vacuum chamber (safety plus).
There are numerous features to allow multiple process cycles such as:
- 360° work basket rotation or adjustable angle oscillation
- Ultrasonics
- Flushing sprays
- Various degrees of filtration
- Multiple liquid process stages
The benefits of these systems are many:
- Ultra-Low emissions
- Low chemical consumption
- Concentration of soil = reduced waste stream
- Recycle solvent = not throwing away chemistry
- Water-free process
- No discharge to drain
- Ability to pull a vacuum to enhance drying / reduce carry-out
WHY SOLVENT?
The adage that solvent cleans better, faster, and in more restrictive places than water can ever reach is still true! Vacuum degreasing meets the process requirements with maximum efficiency and yields cost effective results.
Choosing Aqueous or Solvent Process is the metal parts manufacturer’s choice, but the right chemistry will help you improve your parts cleaning. Many characteristics and different aspects must be evaluated. It is recommended that before selecting a new process, compatibility and efficiency testing should be performed. In some cases, one process is generally perceived or proven as superior based on several different inputs, but tests could indicate that it may not be the most appropriate for your manufacturing needs.
GET INFORMED
There is an abundance of information available in today’s world to consider the best cleaning method to suit your needs. From government resources, environmental organizations, equipment, and chemical suppliers, to technical papers and consultants. Many companies will perform cleaning analysis of your parts using a specific process to verify the results before you make a commitment. Use these resources to supplement your decision.
If you have any questions or need any additional information, please contact your local KYZEN Representative today.
KYZEN
430 Harding Industrial Drive
Nashville, TN, 37211
Phone: (615) 831-0888
WWW.KYZEN.com
Industry News







