



Prescription for Machine Tool Heart Failure
The spindle is the heart of the machine tool. Its reliability is critical. Should it fail, remanufacturing can enable a practical, quick and cost-effective return to service and productivity.
Posted: January 13, 2019
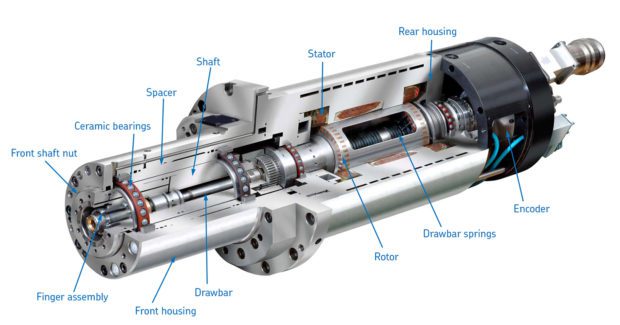


Typically used to rotate cutting tools, grinding wheels, or parts to be machined in applications ranging from milling, drilling, and boring to grinding, cutting, and sawing, machine tool spindles, in all their designs and sizes, serve as especially-critical assets on the shop floor. Engineered to deliver high levels of speed, accuracy, precision, and repeatability, spindles ultimately represent complex systems that integrate dozens of components that will impact machine tool performance. As with any equipment, though, a spindle can take a turn for the worse or break down altogether for any number of reasons. Common causes of spindle failure include improper lubrication, contamination from coolant or debris from machined material, loss or increase of preloads on bearings, mishandling, tool change errors, imbalance, normal fatigue wear of spindle components, and/or using an inappropriate spindle design for the application, among others.
When a spindle goes down, outright replacement can cost outsized amounts of time and money. While a new spindle may be in a local dealer’s stock, the average lead time for delivery of a replacement spindle can run as long as 24 weeks, with productivity grinding to a standstill during the wait. The price tag for a new spindle can be steep as well. In contrast, an investment in remanufacturing involves only the components that need to be replaced, and spindles can be remanufactured many times over without adverse consequences. All of these factors make a strong case that supports remanufacturing over replacement when appropriate.
The remanufacturing process can involve refurbishing, repairing, reconditioning, reworking, rebuilding, and/or upgrading – with the goal to expediently and reliably return a spindle back to service and help fast-track operations back to productivity. Outsourcing to experienced repair and service professionals can make all the difference in achieving successful outcomes. But where to turn for the job?
BEST PRACTICES
Among the credentials to consider when vetting a prospective spindle remanufacturer, a qualified spindle service facility should possess in-depth knowledge to perform repairs and rebuilds and to advise about any opportunities to upgrade a spindle. The provider should be equipped with a wide range of in-house capabilities, tools, and support that include engineering, precision grinding, machining, and manufacturing. Specialized experience with all spindle brands, types, and applications will be essential, as well as an understanding about the universe of potential spindle defects and their root causes. Available services should be comprehensive, including advanced spindle analysis and testing, parts repair and manufacture, engineering, balancing of spindle components and complete assemblies, upgrades, and custom modifications, among other areas. Quality control should underlie every phase of repair work – grounded in defined procedures and processes with the objective to return spindles to active duty as quickly as possible.
How a service provider adheres to industry best practices – every step along the way – will further help to narrow the field of candidates and identify qualified remanufacturers. Among these best practices:
- Protocols should be in place to log and track spindles through every aspect of the repair process. This practice will help keep each component with its particular job without the chance of inadvertently mixing parts.
- Spindles should be carefully disassembled in a dedicated area to maintain quality control. Technicians should look for signs of contamination, evidence of a crash, lack of oil, misuse, or other apparent signs of failure. Once a spindle is completely disassembled, each component should be polished to remove surface rust or damaged high spots. Components can further benefit from washing with solvent and drying with air and paying close attention to the lubrication porting (typically very small passages or drilled holes in a spindle’s housing, shaft, and/or spacers that deliver lubricant to the bearings).
- Disassembled spindles should be taken to an inspection area, where trained technicians can analyze each component for size, run-out, alignment, roundness, and parallelism. A subsequent detailed report would be ideal with discussion about probable root causes for the spindle’s failure and recommendations to prevent future failures.
- When applicable, a climate-controlled area for grinding operations should be equipped with machines that can grind to very precise and exacting tolerances, including outer diameters (ODs), internal diameters (IDs), and internal and external tapers. Center hole, surface, rotary, and jig grinding capabilities to tight tolerances also will be helpful in accelerating a spindle’s return to service.
- Spindles should be re-assembled in a dedicated clean room using ABEC-7 and ABEC-9 precision bearings that are the same as the original bearings installed in the spindle or upgrades.
- After re-assembly, spindles should be brought incrementally up to operating speed in a clean-testing area. Tests will verify speed, vibration, temperature, and critical run-outs. By monitoring critical operating parameters, spindles can be returned to service per original specifications (or better).
- Stringent standards for quality control should always maintained all the way through shipping to prevent damage in transit. Smaller spindles can be effectively encased in foam; high-strength shipping cartons will add protection; and custom-built wooden crates for spindles weighing more than 125 lb illustrate best practices for returning a spindle to its home.
OPPORTUNITY TO UPGRADE
The time may be right when spindles are off-line to consider upgrades that would make the most of the downtime. A spindle can be re-engineered to reflect application demands and achieve improved levels of performance, reliability, and longevity. Some spindle upgrades are relatively simple, while others may be more complex. Among the possibilities:
- Consider hybrid bearings. Converting from all-steel bearings to hybrid bearings (integrating silicon nitride, or ceramic, rolling elements) can enable a spindle to run at higher speeds and at lower operating temperatures. Hybrid bearings additionally will offer inherent insulating properties and exhibit superior wear resistance.
- Consider the sealing system. Protecting spindles in very high contamination areas suggests a need to closely assess the spindle’s existing seals – with the overriding objective to keep contaminants (such as coolant, water, oil, metal, aluminum, grinding grit, and any material being machined) from entering the spindle and destroying the bearings.
- Consider an air purge. The purpose of an air purge, which can be simple or quite complex, is to create positive air pressure inside a spindle. The pressure can be purged through strategically located porting and exits to make the ingress of contaminants even more difficult.
- Consider raising the performance bar. Among the more sophisticated upgrades for spindles, changing from a belt-, gear-, or coupled-drive spindle to a self-contained motorized spindle will eliminate the separate drive motor and belts to create a more efficient solution in a smaller and compact package.
A spindle’s tool interface also can be changed to provide faster-running performance, accommodate larger (or smaller) tools, operate more efficiently and accurately, and allow for quicker tool changes. Increasing the length or diameter of a spindle will allow for making deeper bores and/or increasing a spindle’s rigidity. Even specifying larger-diameter bearings can have a positive effect in handling heavier loads.
A spindle can be considered the “heart” of a machine tool and its reliability is paramount. Should a spindle fail, however, remanufacturing offers a practical option to enable a quick and cost-effective return to service and productivity as intended.
Subscribe to learn the latest in manufacturing.


Industry News







