



Upsizing with Jigless Welding
Greater robot payloads are opening the door to automatic fabrication of large, unwieldy components.
Posted: January 29, 2020







ADVANCING AUTOMATION
Demanding disciplines are often met head-on through robotic automation. The same can be said for jigless robotic welding, where one robot holds and positions a part for one or more welding robots. If you’re looking to eliminate time-consuming and labor-intensive manual welding, jigless robots are ideal for large, heavy parts that can’t fit into a standard workcell or be easily manipulated by a servo-driven positioner.
While it’s more commonplace to see one robot hold and position a part for welding by other robots, a concept that’s gaining traction among small-to-medium-size manufacturers in a variety of industries is two or more robots manipulating long, boxy, and tubular components for welding by multiple robots. This workcell configuration has been used to handle 40-foot irrigation pipes and forklift masts 100 inches and longer.
Robust Robot Construction
The increasing number of robots with payloads ranging from 1,984 pounds (900 kilograms) to 2,646 pounds (1,200 kilograms) is making this possible. More durable and robust than ever, they have a plethora of features to suit a wide array of tasks. Here are just some benefits for jigless applications involving cumbersome components:
- Six axes of motion for flexible arm movement, optimizing part-turning and -tilting capability
- High-payload capacity to accommodate big and heavy parts; evaluate moment loading of the wrist and moment of inertia of the part when sizing the robot
- Extended reach for a greater working radius
- Streamlined upper arm with a slim wrist profile to access confined spaces
- Parallel-link construction for strength and stabilization of high moment and inertia loads
- Heavy-duty bearings for smooth arm rotation
- Reduced interference design for high-density layouts and best use of floorspace
- Coordinated motion of up to eight robots and external axes from a single controller for process synchronization and greater application accuracy
- Support of welding sensors for larger parts that may have varying joint locations.
Greater Process Flexibility
Using multiple robots during the jigless processing of extra-large and/or hefty components offers several opportunities to streamline production.
Parts can be welded progressively: The weld process starts with one component and then other pieces are added. You can also progressively combine arc and spot welding. Finally, material flow is more flexible with the robot picking and placing incoming and outgoing parts in the same or different locations. They can even place parts in racks, if the part lends itself to that design.
Optimized Weld Quality
Attaining a high degree of precision and optimum path behavior is difficult when manually welding extremely large parts. In general, the jigless process allows a single robot (or multiple robots when needed) to repeatedly orient a weldment into the preferred flat position, improving cosmetic appearance and seam strength.
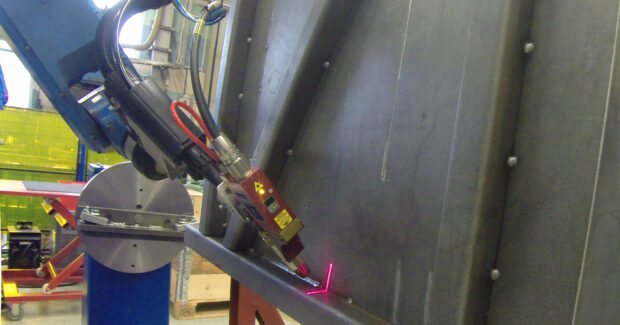
Robots equipped with through-the-arc or laser-based vision systems for easy seam recognition and real-time seam tracking ensure seams are easily detected. In addition to optimizing joint position, this technology minimizes component distortion and enhances weld quality. Similarly, newer power sources provide improved fusion penetration and faster welding speeds, increasing process times.
Innovative Gripper Options
A robust gripper design with redundant safety features to ensure the part is securely held by the robot is a must, as witnessed in the following examples:
- A manufacturer of compressor housings had a heavy-payload gripper with a few bolt-on “finger” details that allowed the handling of over 12 model variations. The fingers were quickly changed to allow workers to changeover product runs several times a day.
- Another manufacturer used an external axis of the robot to operate as an actuator for a gripper with a programmable opening. Similar to a motor-controlled spot gun, the axis was operated in torque mode to apply consistent clamping force before picking up the part. This ensured the part was picked consistently even though it varied in width. The encoder on the motor could also provide feedback on the final width of the part to be used in shifting weld locations on that side.
Larger parts are often pre-tacked, which simplifies tooling for the final weldment. Plate structures can incorporate tab and slot designs to further reduce or eliminate fixtures. Robotic tool changers are available with heavy-payload capacities, and these are often convenient to use as bolt-on details or with holding fixtures to give the robot a quick and easy way to pick up parts. Furthermore, they have electrical conductors that can operate automatic clamping and/or be used to identify a part.
Three Key Considerations
Jigless welding makes programming the robots more complex, but the resulting flexibility, quality, and productivity are well worth the investment in time and effort. Advances in controls, such as programming all robots from a single pendant, add capability and are simplifying some tasks.
Ask yourself these three questions as you consider taking the plunge into jigless welding:
Is the project feasible?
Make sure the components presented by handling robots can be welded freely in the designated space. Repeatable parts that aren’t prone to poor fit-up are ideal.
Batch size is also important because jigless welding is best-suited to small runs of highly variable components; i.e., forklift masts that vary in length and components, or compressor housings that are boxes from steel plate in varying sizes.
Is the workcell cost-effective?
What with the number of robots and peripherals needed to complete an application, buying a customized jigless system may seem capital-intensive. However, achieving the same productivity increases with a conventional welding system may require hundreds of clamping devices, which can be expensive to design and maintain.
A jigless workcell with a robot that has a typical life of 15 years to 20 years represents flexible capital that can be redeployed as model changes occur. And, overall, a jigless system typically has lower dedicated tooling costs.
Has attention been given to part flow?
Jigless welding is a good choice if the finished part needs to be on the opposite side of the workcell from which it entered. The design may need to incorporate infeed shuttles and outfeed conveyors as well.
When jigless welding will lower production time, increase product quality, and decrease labor costs, investing in a custom workcell makes sense. After all, what production manager wouldn’t want the flexibility to produce a batch size of one part in unattended operation?
Subscribe to learn the latest in manufacturing.


Industry News







