



Will the Real Collaborative Robot (aka Cobot) Please Stand Up?
A robotic system is ‘collaborative’ only if all elements – robot, tooling, workpiece, and work area – meet international safety standards. Depending on application, you may be able to turn a standard industrial robot into a cobot and comply.
Posted: June 16, 2020


ADVANCING AUTOMATION COLUMN
BY JOSH LEATH
If you’re thinking about buying a robot to optimize production, you may wonder whether a collaborative robot (cobot) over a standard industrial robot is right for your application – especially if that application is welding.
While application does often dictate robot type, following International Organization for Standardization (ISO) standards and a thorough risk assessment should lead your decision-making process. Also, in addition to the degree of human interaction allowed, autonomous robots and collaborative robots offer different payloads, speeds, and footprints. Each contributes something different to the goal of increasing efficiency, quality, and consistency.
Understanding those differences will help you decide which is right for your operation.
Standard Industrial Robot vs. Cobot
Designed for speed and robustness, standard industrial robots are engineered to work autonomously: apart from humans. Their surface may look smooth, but they have protrusions and pinch points that could injure an employee. They have collision sensors designed to protect expensive end-of-arm-tooling (EOAT) – the device that performs a particular function – from crash damage.
Cobots, on the other hand, are slower. Like Yaskawa’s HC-series (human-collaborative), they have built-in safety-rated power and force limiting (PFL) sensors that monitor external forces applied to the cobot’s body and automatically stop operation if the cobot’s arm exceeds preset thresholds. This protects workers from potentially harmful contact situations without the need for external safety sensors. Their “pinch-less” design allows a hand to be placed under the cobot’s arm without being trapped or smashed. They have smooth surfaces with no exposed sharp edges.
Those are the overarching generalities. However, a standard industrial robot can be equipped to work collaboratively.
What Qualifies as ‘Collaborative’?
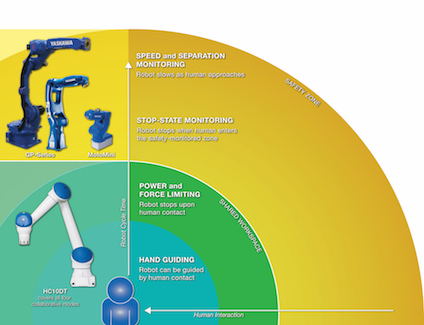
Released in 2016 and renewed in 2019 with no changes, ISO/TX 15066:2016 (Robots and robotic devices – Collaborative robots) specified what constitutes a collaborative vs. standard industrial robot. The standard defines the four modes of operation that allows a robot to be called “collaborative.”
Safety Monitored Stop. Ideal for occasional employee-robot interaction, this mode applies to any robot equipped with advanced safety technology that continuously monitors the robot and work area. Yaskawa’s technology, for example, is called the functional safety unit (FSU), a software and hardware “watchdog” that continuously monitors the robot and work area.
Often used with a standard industrial robot (paired with a series of photoelectric presence sensors or a laser scanner), safety monitored stop detects when an employee enters a defined space and pauses the robot’s movement until the employee exits the space, allowing the robot to resume full-speed operation.
Applications: Popular for restocking piece parts, safety monitored stop improves operational efficiency.
Power and Force Limiting (PFL). Used in applications that require frequent employee-robot interaction, such as a shared workspace, power and force limiting (PFL) cobots are the only robots that are inherently safe by design. Dual-channel torque sensors in all joints constantly monitor force to quickly react to contact by slowing or stopping the robot.
Applications: Ideal for light assembly, machine tending, or picking-and-packing tasks, PFL can be combined with other collaborative modes to improve cycle time and employee safety.
Hand Guiding. Made possible by the integrated PFL technology on collaborative robots, this mode enables an employee to program a robot’s path by physically guiding it from point to point by hand. This functionality can also be enabled on industrial robots using external force/torque sensors.
Applications: Frequently used for basic pick-and-place tasks that are quick and easy to teach.
Speed and Separation Monitoring. Also ideal for applications that require frequent employee-robot interaction, speed and separation monitoring is used on cobots to reduce cycle times and to streamline human-machine interaction on standard industrial robots.
This mode incorporates laser scanners, light curtains, or vision systems to track how far an employee is from the robot. It allows the robot to work at high non-collaborative speeds within a predefined safety zone and slow the robot down when a human worker approaches the monitored area. When used with a cobot, collaborative mode can be activated when a person enters the zone and continue operation; a standard industrial robot will come to a complete stop as the employee approaches the machine.
Applications: Often used for loading jigs and removing finished parts, speed and separation monitoring is primarily used to optimize traditional robot applications.
One more, very important, thing: While these modes qualify a robot as being collaborative, the entire system – robot, EOAT, workpiece, and robot work area – must be assessed to determine whether an application is truly collaborative.
Accounting for intended and foreseeable human contact with the system while the robot is in motion is of the utmost importance. If any one of these critical areas fails to meet the standards for collaborative operation, the application can’t be deemed collaborative – even if a “collaborative” robot is, in name at least, being used.
Why ‘Cobotic’ Welding Is On the Rise
Cobot use has grown as manufacturers look for ways to increase the utility of limited floorspace. While machine tending is a solid use case in fabricating and metalworking environments, “cobotic welding” is becoming more common for many reasons.
More application flexibility. Yes, cobots are generally much slower than standard industrial robots. But because weld quality is often improved by a reduction in torch travel speed, that’s a moot point.
When necessary, cobots can run at full industrial speed (see Speed and Separation Monitoring above) to reduce air-cut and cycle time when used with an area scanner that monitors employee presence in the work area, keeping workers safe.
Fast learning curve. While programming a cobot from a teach pendant is relatively easy, many cobots allow for hand-guided teaching that’s even easier. As long as a welder knows how to position and travel a torch, he or she can simply recreate this movement with the robotic torch. This is especially helpful in high-mix, low-volume environments where frequent changeovers occur.
Less-expensive low-/no-guarding workcells. Welding large parts can be difficult for standard robotic systems that require safety fencing. By giving manufacturers the freedom to weld these pieces without having to buy and install guarding, cobots help manufacturers achieve faster return on investment in a robotic system.
With floor space at a premium in most facilities, eliminating fencing without compromising employee safety is a huge benefit. Moving a cell to accommodate new lines and equipment is also much easier when you only need to move the robotic arm. Of course, other factors – training, use of personal protective equipment (PPE) and other safety equipment, guidelines from the Robotics Industries Association (RIA), OSHA, and any other applicable safety standards – must be followed to determine if/what guarding is required.
Increased throughput. People and cobots can work together to improve the quality of long continuous welds. On average, a welder produces 2 feet at a time; a cobot, 4 feet to 6 feet at a time. In addition to assisting in the fabrication process, a cobot that makes fewer starts and stops improves part quality by increasing consistency.
Cobots may also be helpful when tacking parts with simple tooling. This is often done before the parts are loaded into a workcell for final processes. Or, if the part is too large or unwieldy to safely bring into a cell and position on a fixture, you can bring the robot to the part. This may also allow other processes, such as grinding, to occur simultaneously on a large piece, increasing overall productivity.
Workcell “sidekick.” Previously, with cobot capability limited to simplistic I/O on arms with lower life expectancies, standard industrial robots provided much more advanced welding features and greater accuracy.
This is changing, however.
Cobots can easily be rolled up to existing weld booths, enabling small-scale automation or helping welders complete jobs more accurately with less waste for greater productivity gains. Keep in mind that welders should be aware of safety risks with open arcs and use the appropriate PPE.
So, Is a Cobot Right for Your Shop? It Depends
Robots increase a shop’s ability to quickly reconfigure to fulfill the uptick in consumer product variety. Much of this flexibility is the product of the four cobot modes that, depending on how much machine/human interaction is required, provide space-saving workcell footprints.
But that doesn’t necessarily mean a cobot is the best solution for your operation. Cobots can help mitigate the lack of skilled welders available and add efficient robotic automation where it couldn’t be implemented previously. Again, a thorough risk assessment is needed; and factors such as ingress protection (IP) rating, robot speed, and weld functions must all be weighed as well.
Subscribe to learn the latest in manufacturing.


Industry News







